

- 840.11 KB
- 2022-04-22 13:41:59 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
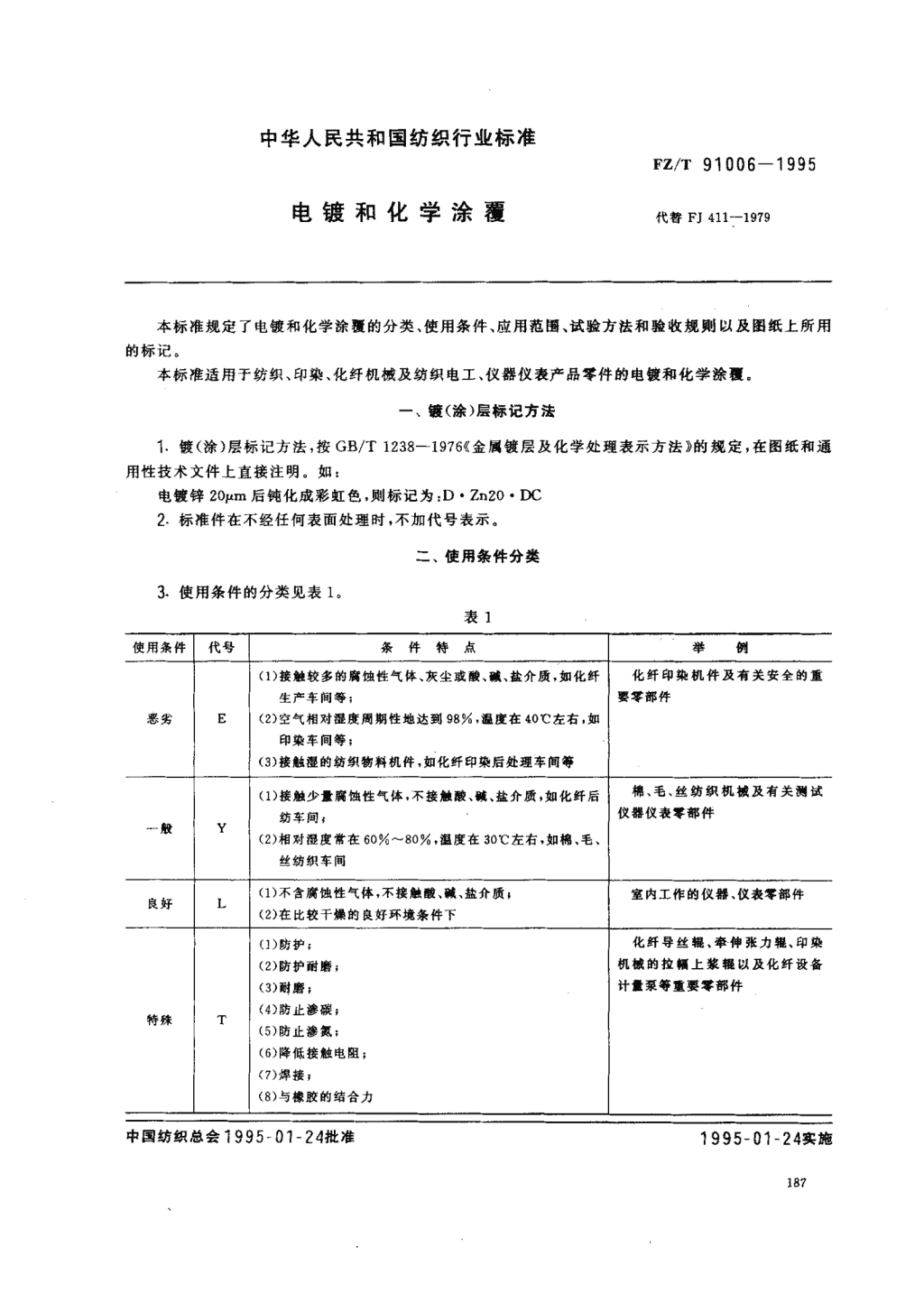
'免费标准下载网(www.freebz.net)中华人民共和国纺织行业标准FZ/T91006一1995电镀和化学涂覆代替FJ411-1979本标准规定了电镀和化学涂援的分类、使用条件、应用范围、试验方法和验收规则以及图纸上所用的标记。本标准适用于纺织、印染、化纤机械及纺织电工、仪器仪表产品零件的电镀和化学涂砚.、镀(涂)层标记方法1-镀(涂)层标记方法,按GB/T1238-1976《金属镀层及化学处理表示方法》的规定,在图纸和通用性技术文件上直接注明。如:电镀锌20ym后钝化成彩虹色,则标记为:D"Zn20"DC2.标准件在不经任何表面处理时,不加代号表示。二、使用条件分类3.使用条件的分类见表1表1使用条件代号条件特点举例(1)接触较多的腐蚀性气体、灰尘或酸、喊、盐介质,如化纤化纤印染机件及有关安全的重生产车间等;婴零部件恶劣E(2)空气相对湿度周期性地达到98%,沮度在40℃左右,如印染车间等;(3)接触湿的纺织物料机件,如化纤印染后处理车间等棉、毛、丝纺织机械及有关侧试(1)接触少t腐蚀性气体,不接触酸、雌、盐介质,如化纤后纺车间多仪器仪表零部件一般Y(2)相对湿度常在60o/o-80%,温度在30℃左右,如棉、毛、丝纺织车间(1)不含腐蚀性气体,不接触酸、喊、盐介质,室内工作的仪器、仪表零部件良好L(2)在比较干操的良好环境条件下(1)防护;化纤导丝辊、奉伸张力辊、印染(2)防护耐磨;机械的拉幅上浆辊以及化纤设备(3)耐磨;计t泵等重要霉部件(4)防止渗碳;特殊T(5)防止渗氮;(6)降低接触电阻;(7)焊接;(8)与橡胶的结合力中国纺织总会1995-01一24批准1995一01一24实施187免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)F2tT91006一1995三、镀(涂)层的选用原则d选用镀(涂)层的种类和厚度主要取决于:(I)被镀(涂)的材料种类和特征。(2)产品的使用条件(参见表1)0(3)金属镀层的化学保护特性。(4)镀(涂)扭的用途。(5)零件的结构形状和尺寸公差。5.钢件防护镀层,可采用镀锌或镀铺,电镀后需经钝化处理。镀锌较适用于工业性大气的防护;镀锅较适用于潮湿海洋性大气的防护。镀锌或镀锡在潮湿和通风不良的空间,与酸、碱或塑料、油漆等有机物质释放出来的燕气长期接触也会遭受腐蚀,有特殊要求的,涂被上一层清漆或中性油脂,以提高坡层的耐腐蚀性。6.钢或铸铁(铜或铜合金)零件的装饰性镀铬,可采用镇钢十镍+铬,或低锡育铜(含锡10%一15%)-f-铬。装饰性镀铬底层需经抛光或采用光亮镀层,铬层视需要经抛光或不抛光。装饰性镀铬适用于有装饰要求的零件防护;因铭层有耐磨性,也适用于耐轻徽康攘(接触纤维纱布,其张力和线速度小)零件的防护。了钢或铸铁零件的无光镀铬,可采用镀低锡青铜(含锡1000^"1500)+铬。无光镀铬底层和铬层不抛光。无光镀铬适用于无光亮要求的零件防护,因铬层有耐磨性,也较适用于耐轻徽康缘零件的防护。8钢件防止渗碳可采用镀铜,防止渗氮可采用被锡,增加与橡胶结合力可采用饮黄铜.9·钢或铸铁零件的防护镀铭,可采用镀低锡青铜(含锡功%-15%)+乳白铬,或被乳白铭。低锡青铜镀层致密,孔隙少,在湿热条件下具有良好的保护性能,被低锡宵铜+乳白铬适用子耐严重腐蚀受负荷不大的摩擦(张力和线速度较小)零件的防护。镀乳白铬适用于耐腐蚀受负荷不大的摩擦(张力和线速度较小)零件的防护。飞0.钢或铸铁零件的防护耐磨镀铬或耐磨镇铬,可采用镀乳白铬+硬铬或镀硬铬。乳白铬镀层的孔隙比其他镀铬层少,抗腐蚀性能好;镀硬格层的硬度超过最硬的淬火钢,硬度达HRC67^-72(折合)镀乳白铬+硬铬适用于耐腐蚀、受热加压及严重机械摩擦(张力和线速度大)的零件。镀硬铬适用于受热加压及严重机械摩擦(张力和线速度大)的零件,也适用于恢复零件尺寸的加工。11铜或铜合金的导电零件,工作温度不超过100℃时可采用被锡,超过100℃时,可采用镀银,镀银零件须进行抗暗处理。12黑色金属的化学处理,可采用氧化或磷化处理。氧化处理涂油后能提高防护性能,较适用于精密零件、标准件、工具的防护,也较适用于薄壁零件和弹黄零件的防护。磷化处理涂油后能提高防护性能,涂漆后具有较高的防护性能。磷化处理后,不改变金属的物理性能(如硬度、弹性、磁性等),但零件的直径尺寸要增大5-1即m,磷化层的电阻较高,能经受250-1000V的电压。磷化膜孔隙多,具有较高的吸附能力,可以吸附润滑油,广泛应用于改善机械零件的润滑走合性能。磷化时,零件表面产生渗氢作用,因此,薄壁零件和弹簧零件会变脆。四、镀(涂)班层与设计、机加工及金且材料的关系13对设计、机加工的要求,免费标准下载网(www.freebz.net)无需注册即可下载
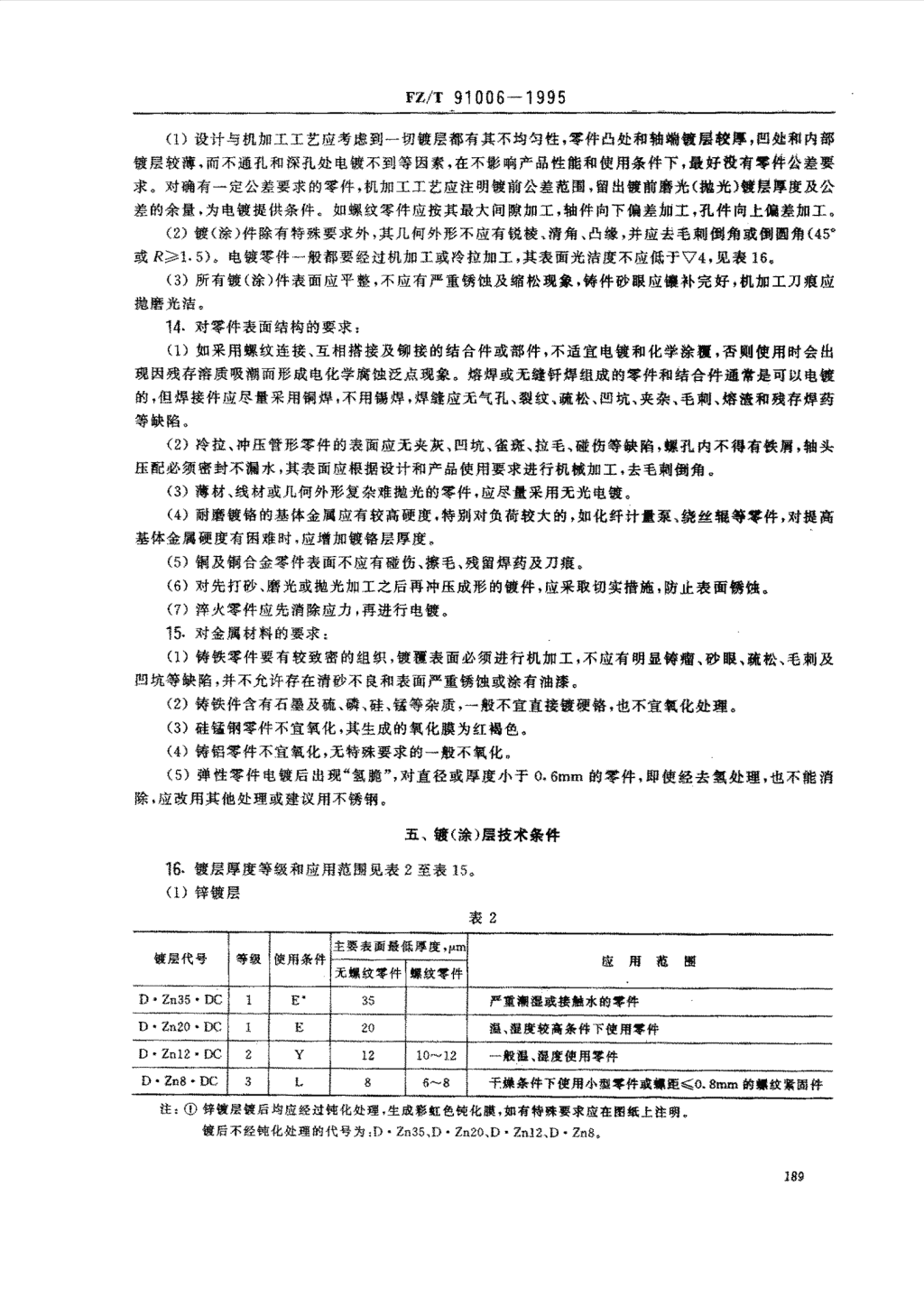
免费标准下载网(www.freebz.net)FZ/291006一1995(1)设计与机加工工艺应考虑到一切镀层都有其不均匀性,零件凸处和轴端被层较厚,凹A和内部镀层较薄,而不通孔和深孔处电镀不到等因素,在不影响产品性能和使用条件下,最好没有零件公差要求。对确有一定公差要求的零件,机加工工艺应注明被前公差范围,留出镀前磨光(抛光)健层厚度及公差的余量,为电镀提供条件。如螺纹零件应按其最大间隙加工,轴件向下偏差加土,孔件向上偏差加工。(2)镀(徐)件除有特殊要求外,其几何外形不应有锐棱、清角、凸缘,并应去毛刺倒角或倒圆角(450或R妻1-5)。电镀零件一般都要经过机加工或冷拉加工,其表面光洁度不应低于守4,见表1氏(3)所有镀(涂)件表面应平整,不应有严重锈蚀及缩松现象,铸件砂眼应镶补完好,机加工刀痕应抛磨光洁。14,对零件表面结构的要求:(功如采用螺纹连接、互相拼接及铆接的结合件或部件,不适宜电镀和化学涂极,否则使用时会出现因残存溶质吸潮而形成电化学腐蚀泛点现象。熔焊或无缝钎焊组成的零件和结合件通常是可以电镀的,但焊接件应尽量采用铜焊,不用锡焊,焊缝应无气孔、裂纹、疏松、凹坑、夹杂、毛刺、熔法和残存焊药等缺陷(2)冷拉、冲压管形零件的表面应无夹灰、凹坑、雀斑、拉毛、碰伤等缺陷,螺孔内不得有铁屑,轴头压配必须密封不漏水,其表面应根据设计和产品使用要求进行机械加工,去毛刺倒角。(3)薄材、线材或几何外形复杂难抛光的零件,应尽金采用无光电镀。(4)耐磨镀铭的基体金属应有较高硬度,特别对负荷较大的,如化纤计it泵、绕丝辊等零件,对提高基体金属硬度有困难时,应增加镀铬层厚度。(5)钥及锅合金零件表面不应有碰伤、擦毛、残留焊药及刀痕。(6)对先打砂、磨光或抛光加工之后再冲压成形的被件,应采取切实措施,防止表面锈蚀。(7)淬火零件应先消除应力,再进行电镇。15对金属材料的要求:(功铸铁零件要有较致密的组织,镀覆表面必须进行机加工,不应有明显铸瘤、砂眼、疏松、毛刺及凹坑等缺陷,并不允许存在清砂不良和表面严重锈蚀或涂有油漆。(2)铸铁件含有石墨及硫、磷、硅、锰等杂质,一般不宜直接镀硬铬,也不宜氧化处理。(3)硅锰钢零件不宜氧化,其生成的氧化膜为红褐色。(4)铸铝零件不宜氧化,无特殊要求的一般不氧化。(5)弹性零件电镀后出现“舰脆”,对直径或厚度小于0.6mm的零件,即使经去氢处理,也不能消除,应改用其他处理或建议用不锈钢。五、镀(涂)层技术条件16镀层厚度等级和应用范围见表2至表15。(1)锌镀层表2主要表面最低厚度”m镀层代号}等级侠用条件应用范圈无姗纹零件娜纹零件D-Zn35·DC1E’35严重潮湿或接触水的零件D"Zn20、DCIE20溢.泥度较高条件下使用零件D,Zn12·〕)2Y12107.2一般棍、眼度使用零件妙D·8n8,DC3L8{”一8千澡条件下使用小型零件或娜距簇O.8mm的探纹紧固件注:①锌镀层镀后均应经过钝化处理,生成彩虹色钝化膜,如有恃殊要求应在图纸上注明.镇后不经钝化处理的代号为D·Zn35.D·ZR20,D,Zn12,D·Zn8.189免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T91006一1995镇后钝化成白色的代号为D"Zn35"DB,D"Zn20"DB,D"Zn12"DB,D-Zn8-DB.②必须保证无氢脆零件,应在图纸上注明⑧E,E都是属于使用条件恶劣的,如有特殊要求,应在图纸上注明坡层厚度.如所偏厚度为50u.时,标注为D"Zn50-DC,(2)福镀层表3主要表面最低厚度,um镀层代号等级使用条件应用范围无娜纹零件螺纹零件D"Cd35·IX:1E“35高沮高很并在含有较多斌离子水中工作的琴件D·Cd20"I兀1E20在含有较多氛离子水中工作的零件D·Cd12·DC2Y1210-12接触盐雾的零件D·Cd8‘DC3L86^-8小型零件或娜距G0.8mm的姗纹姗固件注:①福盐很毒,除特殊重要零件外,应尽盈采用健锌代替被福。②福彼层在俊后均应经饨化处理,生成彩虹色钝化膜。③必须保证无氢脆的弹性零件,应在图纸上注明.(3)装饰性镀铬表4墓体使用主要表面最低厚度,JAM铰层代号‘等级应用范围材科条件铜镶铜锡镶D"L,CuZO/Ni20/Crl.520201.5印染、化纤机械装饰1E零件D·L212CuSn40/Crl.540151.5访织机械趁饰零件D·L,Cul2/NiIO/Cr钢12300.7和2Y铸15D·L,12CuSn22/Cr铁220?D·L,Cv/Ni15/Cr0.7I50.7小型零件、紧固件3LD·L12CuSnlS/CrO.71507D.L2Ni/12CuSn20/CI0.71E200.7纺织电工仪表零件炯和D.LaNi/12CuSnIS/Cr0.7银2,y150.7坊织电工仪表小型合零件、紧团件D"L,Ni/12CuSn10/Cr0.7金aL100.7注①所有装饰性铰铬均匀光亮的,底层经过抛光,或用光亮彼层,嫂铬后视裔要经抛光或不抛光.②吸固件采用2级装饰性被格时,其螺纹处可采用框式屏咬挂具娜工艺方法来控创其拐纹部分的嫂层厚度。③对与纤维、纱、布接触有轻徽康攘要求的纺织机械霉件,其格层最低厚度可选用I.5pm.对无接触康攘要求的零件,其铬层最低厚度可选用。.7p.,并在圈纸上注明。如,D"Le12CuSn22/Crl.5,D。L12CUSn22/Cr0.7.190免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T91006一1995C4)无光镀铬表5主要表面最低厚度中功镀层代号基体材料等级,州j天陀j甲应用范围钢锡铬15纺织机械无光亮D-12CuSn20/Cr铸铁2Y200.7要求的铸铁零件1.5纺织机械无光亮D"12CuSu15/Cr锅2Yl50.7要求的钢件注:①所有无光被铬的打底镀层、铜锡合金或其他镀层,底层应细致光滑,镀铬后不抛光②对与纤维、纱、布接触有轻徽卑擦要求的纺织机械零件,其格层最低厚度可进用l.5p=,对无接触序寒要求的零件其AM最低厚度可选用。7p.,并在m纸上注明。如,D"1.2CuSn20/Crl.S,D"12CuSn20/CrO.7,(5)防护镀铬表6主要表面最低厚度,1m镇层代号J山口1由」洲.基体材料等级,丈J们月巴了r应用范围粱锡乳白铭D-12CuSn80/RCr501T8050严重脚蚀、负衍较木的奉擦零件D-12C.Sn40/RCr302T4030有腐蚀、负荷一般的卒撼零件D·12CuSn30/RCr2O3T3020轻度腐蚀、负荷较小的卑辣琴件俐和铸铁D,12CuSn20/RCr104T2Q10轻度康擦零件D·RCr401T40轻度腐蚀、负荷较大的雄燎零件D,RCr202T20轻度卑拉零件注①铬艘层的主要特点是化学德定性和机械耐磨性高,其有很商执湘很、硝酸、被、硫化物和有机砚的作用,溶于盐酸和热的硫酸,能长期保持颐色和光泽。铭被层有良好的耐热性,它在480℃时才开始改变颇色。但破层有孔晾,不能起电化学保护作用.乳白铬层孔隙比其他铬艘层少,抗蚀性好,而硬度稍低,适用于耐腐蚀、受负荷不大的卑擦霉件。②在进行防护镀铬时,基体金属和锅锡合金镶层材进行磨光或抛光,有特殊要求的应在图纸上注明.③被铬后必须进行去除镬件的氮脆性,应在图纸上注明。(6)防护耐磨镀铬表7主要表面最低厚度Am破层代号基体材料等级使用条件应用范围乳白铬硬铬D·RCr50/YCr100IT50100严盆脚蚀、加压受热、康姗零件D·RCr50/YCr502T5070严重腐蚀、较大康娜零件钢和铸铁D-RCr30/YCr503T305O腐蚀、率裸零件D"RCr30/YCr304T3O3O腐蚀、一般雄擦零件注:①在乳白镀铭层上再艘耐磨格层,既杭腐蚀又达到耐磨目的,适用于化纤、印染、纺织机械及特殊要求的零件②特殊要求的缎面铭等级照GS/T1238-1976附录一表2,③镀铬后必须进行加工的零件,应由工艺注明零件镶前尺寸及披后加工余盈。④被铬后必须进行去除镶件的氢脆性.应在图纸上注明191免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995(7)耐磨艘铬表8主要表面最低厚度艘层代号荃体材料等级使用条件应用范日pmD·YCr1001T100加压受热严盆卑徐零件D·YCr502T50严重堆撼零件D.Y(一r30钢和铸铁3T30一般康镶零件D"YCr20QT20轻度本终零件D.YCr55T5塑料模其和必须薄健的琴件注:①耐磨格被层适用于提高化纤、印染、纺织机械零件的耐磨性曲和恢复琴件的尺寸②彼裕后必须进行加工的零件,应由工艺注明零件位前尺寸及被后加工余云③被格后必须进行去除铰件的氢脆性,应在图纸上注明(8)铜镀层表9主要表面最低厚度艘层代号基体材科.等级使用条件应用范日pmD·Cu201T20防止诊破钢D·Cu52T5钎焊注:①防止诊破的钥彼层除厚度符合上表规定外,并要求保证无孔睐。②防止诊破彼炯处的表面光沽度不低于176⑧单一翎健层不能作为防护层用。(9)镶被层裹10主耍表面最低厚魔健层代号基体材料等级使用条件拜协应用范圈无级纹零件组纹零件D.Nii5o铁1T150电子份用材D"Ni201E20工5防蚀润件铜和悯合金D"Ni102Y1心7紧固件注,①长镶作为钥和钥合金的防护装饰性镇层,也作钢铁墓体装你性健格的中间彼层。②电子管用材裸艘层厚度,如有特殊耍求,应在技术文件中注明(10)筱黄铜表11主要表面最低厚度饭层代号基体材料等级使用条件应用范圈州切D·z.Culo1T10娜袂件钢D·30ZnCu32T3增加像胶与签体结合力192免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995(11)锡镀层表12主要表面最低厚度镀层代号基体材料等级使用条件应用范围pmD·Sn101T10电气霉件铜和铜合金D.Sn52T5钎焊件(12)银镀层表13主要表面最低厚度dam铰层代号基体材料等级使用条件应用范围无级纹霉件级纹零件D·Ag251E25抗湿热腐蚀零件D.Ag10铜和钢合金2Y15电气零件D.Ag73工10电气零件、印刷电路注:①银被层必须在镀后进行抗暗处理。②银被层是无光亮或半光亮的,如满要光亮处理应在图纸上注明.③钢铁零件上镀银的铰层厚度不小于25pm,其中1/2厚度可用俐或铜合金彼层来代替。(13)铝及铝合金电化学氧化表14权化跳的.低,f代号种类溶液名称应用范围mg/dm"D·Y防蚀与装饰(不着色)硫酸溶液50纱管等铝合金零件D·Y·Z防蚀与装饰(着色)硫酸溶液200D·Y·Y耐磨硫酸或其他图上注明注:耐磨等特殊要求的铝合金电化学氧化应在图纸上注明(14)黑色金属的化学处理表15处理代号种类盐水浸演试验,卜应用范围H·Y氧化1(涂油前)防蚀H,Fl防蚀磷化2(涂油前)防蚀油漆底层注①盆水浸演试验是在18^-20"C时3%NaCl溶液中进行当试脸溶液变色或双蚀时应立那更新.②氧化及磷化处理后均经浸防锈油,磷化后立即涂漆零件可不漫防锈油,如有特殊要求应在图纸上注明.17.电镀零件的机加工表面光洁度、镀前表面光洁度、钱后表面光洁度应符合表16规定。表16机加工表坡前表被后表镀层种类铰层代号霉件特征面光沽度面光洁度面光洁度有配合公差,几何形状要求不变甲6^-甲6甲5^甲6甲5^-76锌、锡D.2n,D·Cd无配合公差,几何形状允许有些变化军4~守574--甲5口4-甲5有配合公差,几何形状要求不变军6-V7军8^-甲9守9-710铜十镍+铬D·LZCu/Ni/Ci无配合公差,几何形状允许有些变化口4-甲6甲8^-49守9^1710193免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T91906一1995续表16机加工表被前表彼后表铰层种类镀层代号零件特征面光洁度面光沽度面光洁度有配合公差,几何形状要求不变V6^-守7甲8-甲9甲,~V10炯锡(抛光)+铭D"LtCuSn/Cr无配合公差,几何形状允许有些变化74-76甲8-甲9甲9^-410有配合公差,几何形状要求不变46--7778-V9V6-V7铜锡(无光)+格D·Cusn/Cr无配合公差,几何形状允许有些变化174-V648^-4946^47D·C.Sn/RCr有配合公差,几何形状耍求不变46^-口8甲8-甲9甲7^-48防护铬D一RCr无配合公差,几何形状允许有些变化44-4648-4947^-48有配合公差,几何形状要求不变176-484S~7977-甲8防护耐磨格D.RCr/rCr无配合公差几何形状允许有些变化V4^-守648^-4947-78有配合公差,几何形状要求不变V6-守748^49V7-78耐磨铬D·YCr无配合公差,几何形状允许有些变化44^-7608^-09甲9-甲8注:①无配合公差不经过机加工直接电锻的零件其表面质盆应符合第13^"15条中规定.②为了达到上表娜定被后表面光沽度的要求,在不允许进行彼前磨光(抛磨)的部位或套光不到的部位,应按实际情况提高机加工表面光洁度18.电被层表面应光滑细致,色泽均匀。(1)允许缺陷a.不明显的水迹和稍不均匀的颜色。b零件锐边有轻度的粗糙,但不影响装配。c被层厚度大于标记中规定,但其重要部位的尺寸符合图纸规定,并不降低零件的质#e(2)不允许缺陷s.有些地方未镀班到〔工艺规定的地方除外)或她光过度引起局部艘层礴底。b树枝状、海绵状和条纹状的镀层.c目观的毛刺、斑点、气泡和明显的针孔。d.经试验发现镀层脆性。e.零件的尺寸和形状的改变影响了它的使用。f,未洗净的盐迹、铬酸迹。19。化学涂扭层的外观,应是均匀一致的涂砚层。(1)允许缺陷a.零件的路蔽部分有不均匀的颜色。b.稍有不明显的水迹。(2)不允许缺陷‘a.有未涂扭到的地方(工艺规定的地方除外)。b零件酸洗过蚀或摄纹损伤其形状和尺寸的改变,影响了它的使用。c.未殊净的盐迹或存在红色附着物。20.镀层外观、结合强度、孔隙率、硬度及耐腐蚀试验应符合第六章试验方法及验收规则中要求。六、试脸方法及脸收规则21镀(涂)层外观(1)在日光或灯光照明下,以目力观察试件表面(观察距离约为350mm),免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995(2)对于重要零件,用目力分辨不清时,可用5倍放大镜观察。(3)大型零件及有装饰性要求的零件,每件都应进行外观检验;小型零件、滚镀零件,可在每一批中取11(不少于3件)的零件进行抽验,其中若有一个零件不合格,则再取二倍数量的零件进行复验,如其中仍有一个零件不合格,则该批零件均须逐只检验,不合格零件均须返工。22.镀层结合强度镀层结合强度试验方法可根据零件情况任选下列方法之一:(1)弯曲法:适用于片状或板状零件上镀层结合强度的试验。将零件折成900,反复弯曲三次,镀层不起皮、脱落;或用5倍放大镜检查,镀层和基体之间不分离。(2)划痕法:适用于块状零件r_镀层结合强度的试验。用钢刀尖头垂直于零件表面划上若干条深达基体金属、相互平行和交叉的伤痕(二线相距不大于2mm),镀层不应脱落起皮。(3)加热试验法:适用于中、小型零件及几何形状复杂的零件上镀层结合强度的试验。将试件恒温加热lh(锌镀层加热温度为180--200,C1钢和铸铁上镀铜十镍十铬成钢锡合金十铬为250-280"C,),然后在空气中或水中冷却,镀层不应突起鼓泡。在每批外观验收镀件中,取1-2件做结合强度试验,若有一个零件不合格,则再取二倍数最的零件进行复验,如其中仍有一个零件不合格,则全部返工,并检查原因。23.镀层厚度镀层厚度测试可根据企业实际和零件情况任选下列方法之一:(1)直侧法:适用于精加工圆柱体、内筒、平面形状的零件。在镀前用分厘卡测定其尺寸,被后再在同一位置上测定其尺寸。(2)磁性测量法:适用于钢铁基体上镀锌、镀福、镀铜、被锡、镀铜锡合金、被铭的大、中型零件。磁性测厚仪系利用镀层厚度变化,而引起磁阻或磁通量变化进行侧量(钥铁基体上的非磁性喷镀层、磷化层、油漆层、珐琅层等亦可测量)。测试方法和注意事项见各仪器产品说明书。(3)涡流法:适用于钢铁基体上镀镍或镀铜镍的大、中型零件。涡流法测厚仪系利用涡流感应引起的仪器阻抗变化进行测量。测试方法和注意事项见各仪器产品说明书。(4)点滴法:适用于钢、铜、铜合金上镀铜++铬或铜锡合金+铬等镀层上小于2pm的铬层测定。a.试验溶液:盐酸HCl密度1.19g/mL),b操作步骤:将试件用酒精或有机溶剂去浦,干燥后,用石蜡或蜡笔在受枪面画成直径约为5,.,6mm的小圈,用滴管在蜡圈内滴一滴溶液,仔细观察镀层,待蜡圈中心气泡析出时启动秒表,直至蜡圈中心气泡停止析出并显露出底层时,立即停止秒表记下秒数。c.计算结果,见表17,表17铬镀层测定数值表度,A-秒敛、、113{1.2}1.1}1.0}0.910.8}0.710.6I0.5{0.4}0.3沮度,0C“黔龙创一6一一-,卯儿盯砚.221︼一舫-八汽80儿6犯53474134即一一一一一---,别7牡64黔514540朋26加一︸一-一加即邪部玲免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995续表17_}=y}rEC,pm1.31.21.11.00.90.80.70.60.50.40.3丫入谧度,℃、、毛11787367625548,43383125191276716661544742323025181375706460534641362924181473686259514540352924181571676158504439352823171670666057494338342723171769645956484238332722161868625754474137322622161967615652464036322521152065595550453836312521152162575348433734302420152260555146423632292319142358534945403431272219142455504743383230262118132553484541373129252017132650464238352927Vim"19161227474340363327262;218151128434037343025242017141029403734312823221916131030373432292622201815129313432292724211916141183232292725222017151310833302725222018161412973427242220181614121086352421201816141210975(5)金相显微法:本法较为精确,可作为测定各种镀层厚度的仲裁法。a.试样保护层的镀搜:为了避免在砂磨和抛光时产生镀层塌边,除铬、镍、铜锡合金外,切割前在锌、锡、锡、银镀层上镀筱铜,在铜镀层上镀夜镍,镀覆厚度均不少于lOFam,b.试样的镶嵌、砂磨和抛光:将试样垂直地镶嵌在胶木或易溶合金内.镶嵌材料与试样接触面应密合。砂磨时应垂直于镀层来回进行,每换一种砂纸前应平行于艘层来回进行,最后使用的金相砂纸不应粗于04号。经砂磨后的试样,应在金相抛光机上进行抛光,抛光机的转速一般为700.800r/min,对较软的金属锌、锅、锡、银镀层,转速为400^-500r/min。一般采用丝绒作抛光布。抛光用磨料:铬镀层为氧化铬,其他镀层为氧化铝。抛光时试样应平整转动,不宜多抛。抛光后的试样应清洗、干澡免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995c.试样的浸蚀:(。)对钢上的铜、铜锡合金、镍、铬镀层,浸蚀钢时用:硝酸HNO,(密度1.4地/mL)5mL乙醉C"H"OH(950/a)95mL(b)对钢上的锌、锡镀层,浸蚀锌或锡时用:铬酸H2CrO,20g硫酸钠Na2SO,1.5g蒸馏水H"0l00mL(c)对钢和钢合金上的镍、铬镀层,浸蚀钢和铜合金时用:甲:硝酸HNO,(密度1.42g/mI.)50mL蒸馏水H2O50mL乙:氢氧化馁NH,OH90raL双氧水H202(30l00)10ML(d)对铜和铜合金上的锡、银等镀层,浸蚀铜和铜合金时用:硝酸HN0,(密度1.42g/mL)30mL蒸馏水H2O70mL(e)对钢基体上镀多层镍,区别每一层镍层(暗、半光亮或光亮)时用:硝酸HNO,(密度1.42g/mL)50raL冰乙酸HAC50mLd使用测微H镜的放大倍数:测量镀层厚度2^-1Opm时用800倍,NA镶层厚度l01em以上时用450倍。注:在不影响侧定精度的情况下可由侧定单位自行调整蕊定方法.(6)从每个即将出槽的镀件中,任选1-2个零件做被层厚度测定。若有一个零件的厚度不够,则取二倍数it的零件进行复验,如其中还有一个零件的厚度不够,则要继续电镀直至彼层厚度达到规定值,才能出槽。重要零件的镀层厚度应每件进行检验。大型零件的彼层厚度可用与其材料相同、受检部位相似的试样来检验。24.镀层孔隙率(1)贴8t纸法:适用于平面及大型零件的镀层孔隙率检验。a.把浸有一定组成溶液的撼纸贴在镀件表面,停留一定的时间,有孔隙处即在德纸上显示斑点。取下撼纸,经水漂洗后,摊放在洁净的玻璃上干操,记下斑点数,计算每平方厘米(。m勺的平均孔欧数即为镀层的孔隙率。b.贴撼纸法的溶液组成和检验条件见表18.表18荃体金属或沮度被层种类溶液的组成斑点特征下层镀层℃amlfiMn镶创、铁铁佩化钾K,CFe(CN)口1鲍儿15~301O蓝—孔陈深至钢基休铜+镶铜红揭—孔除深至钢被层镍十铜十镍抓化钠NaCI20g/L黄—孔隙深至镶健层免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995续表is基休金属或温度镀层种类溶液的组成斑点特征下层镀层Uomfinn铬蓝—孔隙深至钢羞体镍+铬铁佩化钾K,CFe(CN)jIOg/L黄—孔陈深至镶彼层镍+镍+铬氛铁抓化按NH48无腐蚀点35妻24不泛白点检查钝化膜质f20>24不泛白点检查钝化腆质t经铬酸盐钝化12^-15>24不泛白点检查钝化腆质t8>24不泛白点枪查钝化膜质tc.钢基体装饰性镀铬和无光镀铬,耐盐雾试验技术要求参照表21.表21装饰主要表面最低厚度,fl.耐盐雾试验技术要求被层代号等级材料铜镍铜锡钻时间,h腐蚀点D·L2Cu20/Ni20/Cr20201^-2妻48无腐蚀点1D·L,12CuSn40/Cr401-2>48无腐蚀点D·L,Cu12/Ni10/Cr12100.7-1.5>24无腐蚀点钢2D·L,12CuSn22/Cr220.7-1.5)24无腐蚀点D·L,Cu/Ni15/Cr150.73D·L,12CuSn15/Cr150.7D·12CuSn20/Cr200.7-1.5铸铁钢2D·12CuSn15/Cr150.7-1.5d钢基体防护镀铬耐盐雾试验技术要求参照表22,表22主要表面最低厚度,JAM附盐多试脸技术要求镀层代号基体材料等级铜锡乳白铬时间,h腐蚀点D·12CuSn80/RCr5018050)120无腐蚀点D·12CuSn40/RCr3024030)72无腐蚀点D·12CuSn30/RCr2033020》48无腐蚀点钢D·12CuSn20/RCr1042010》24无腐蚀点D·RCr50150夯48无腐蚀点D·RCr20220^-30200免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91006一1995e.钢基体防护耐磨镀铬耐盐雾试验技术要求参照表23表23主要表面最低厚度,km耐盐雾试验技术要求镀层代号基体材料等级乳白格硬铬时间,h腐蚀点D·RCr50/YCri00150100)72无腐蚀点D·RCr50/YCr7025070)48无腐蚀点钢D"RCr30/YCr5033050异24无腐蚀点D·RCr30/YCr3043030七、包装、运翰和保管27.为了防止电镀零件的碰毛、擦伤、压坏、锈蚀,镀装饰性格、防护铬、耐磨格等的大、中型零件应用纸包扎,对出国或储存半年以上的零件应进行涂中性防蚀脂并包上蜡纸。28.电镀零件成品应尽快交库,装在清洁、千燥的木箱或竹箩内,对重要的或高精度的零件应安放在专用木箱或架子上。运输和行车过程中,要防水、防潮湿防碰、撞、压,要轻装、轻卸,不准拉、拖、抛掷。29.电镀零件成品应妥善保管在干燥通风,能防雨、雪的仓库或场所,不应雾天放置或将其直接放在地面上,仓库不应有腐蚀性有害气体存在,也不应溅上水和其他溶液。30库存发放时,应严格执行“存新发老”、定期抽检的制度,在正常储存的九个月内,不应出现镀件锈蚀现象。31.电镀零件在部装、总装、试车过程中,应采取可靠措施,严防乱堆、乱放、乱滚、敲打、碰伤、拉毛。装箱时应防止在箱内碰撞、滚动。凡经拆箱检查后,仍需继续储存的产品,应按原有要求重新包装。32在出厂运输、储存保管中,要严防由于木箱破碎、包装损坏、箱内受潮进水等原因,使整箱零、部件出现锈蚀,严重影响质量和使用年限。33.使用厂在安装试车、保全保养中,对电镀零件也应符合第31条规定。附加说明:本标准由原纺织工业部机械局提出。本标准由无锡纺织机械研究所归口。本标准由上海中国纺机厂负责起草。本标准1979年首次发布,1995年经确认后重新编为本标准号。免费标准下载网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT91003.3-1993纺织机械制造工艺管理导则产品结构工艺性审查.pdf
- FZT91003.4-1993纺织机械制造工艺管理导则工艺方案设计.pdf
- FZT91003.5-1993纺织机械制造工艺管理导则工艺规程设计.pdf
- FZT91003.6-1993纺织机械制造工艺管理导则工艺定额编制.pdf
- FZT91003.7-1993纺织机械制造工艺管理导则工艺文件标准审查.pdf
- FZT91003.8-1993纺织机械制造工艺管理导则工艺文件的修改.pdf
- FZT91003.9-1993纺织机械制造工艺管理导则工艺验证.pdf
- FZT91004-1994工序间防锈和成品防锈技术规程.pdf
- FZT91005-1995FZT91005-1995.pdf
- FZT91006-2007纺织机械镀覆和化学处理.pdf
- FZT91007-1995纺织机械产品涂装工艺.pdf
- FZT91007-2004纺织机械产品涂装工艺.pdf
- FZT91018-1996纺织机械渐开线圆柱齿轮加工工艺规范.pdf
- FZT91019-1998染整机械导布辊制造工艺规范.pdf
- FZT91020-1998不锈钢设备制造工艺规程.pdf
- FZT91021-1999纺机零件及成品防锈材料与工艺规范.pdf
- FZT92001-1991旋转手柄.pdf
- FZT92002-91弓形拉手.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明