

- 82.15 KB
- 2022-04-22 13:41:55 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
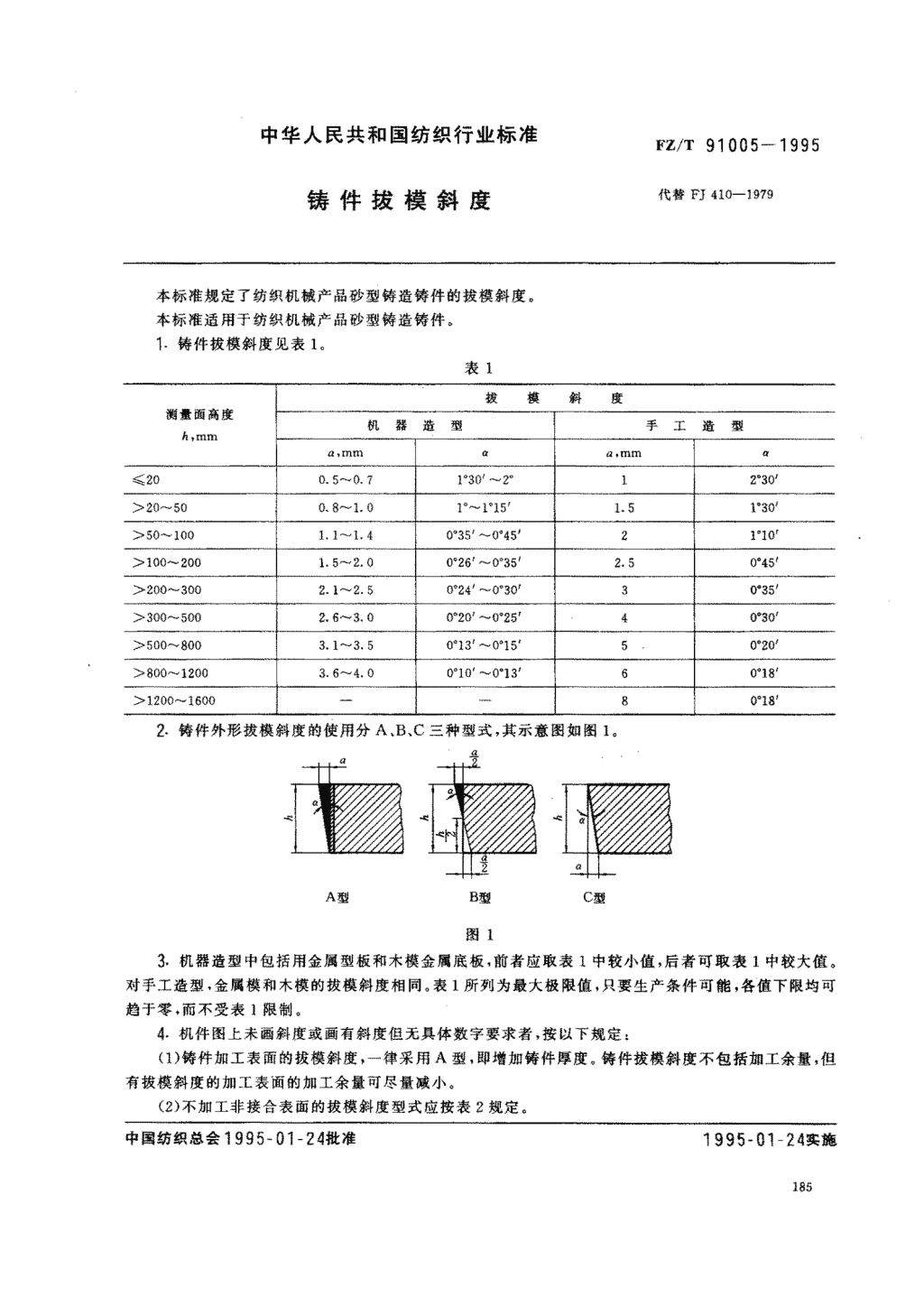
'免费标准下载网(www.freebz.net)中华人民共和国纺织行业标准Fz/T91005一1995代替盯410-1979铸件拔模斜度本标准规定了纺织机械产品砂型铸造铸件的拔模斜度。本标准适用于纺织机械产品砂型铸造铸件。1-铸件拔模斜度见表1.表1拔模斜度测量面高度机器造型手工造型人,mma,口1ma口,nln飞a簇200.5-0.71030"-2012030">20-500.8-1.010-l015"151030">50^-1001.1一1.40"35"^-0"45"21010">100-2001.5-2.00026""-0035"2.50045">200-3002.1-2.50"24,一0030"30035">300-5002.6~300020,~0,25r40030">500-8003.13.50013"^-0015"50"20">800-12003.6-4.00010"-0013"60018">1200-160080018"2铸件外形拔模斜度的使用分A,s,c三种型式,其示意图如图10A型图l3机器造型中包括用金属型板和木模金属底板,前者应取表1中较小值,后者可取表1中较大值。对手工造型,金属模和木模的拔模斜度相同。表1所列为最大极限值,只要生产条件可能,各值下限均可趋于零而不受表1限制。Q,机件图上未画斜度或画有斜度但无具体数字要求者,按以下规定:(1)铸件加工表面的拔模斜度,一律采用A型,即增加铸件厚度。铸件拔模斜度不包括加工余量,但有拔模斜度的加工表面的加工余量可尽量减小。C2)不加工非接合表面的拔模斜度型式应按表2规定。中国纺织总会1995一01一24批准1995一01一24K-Hk免费标准下载网(www.freebz.net)无需注册即可下载
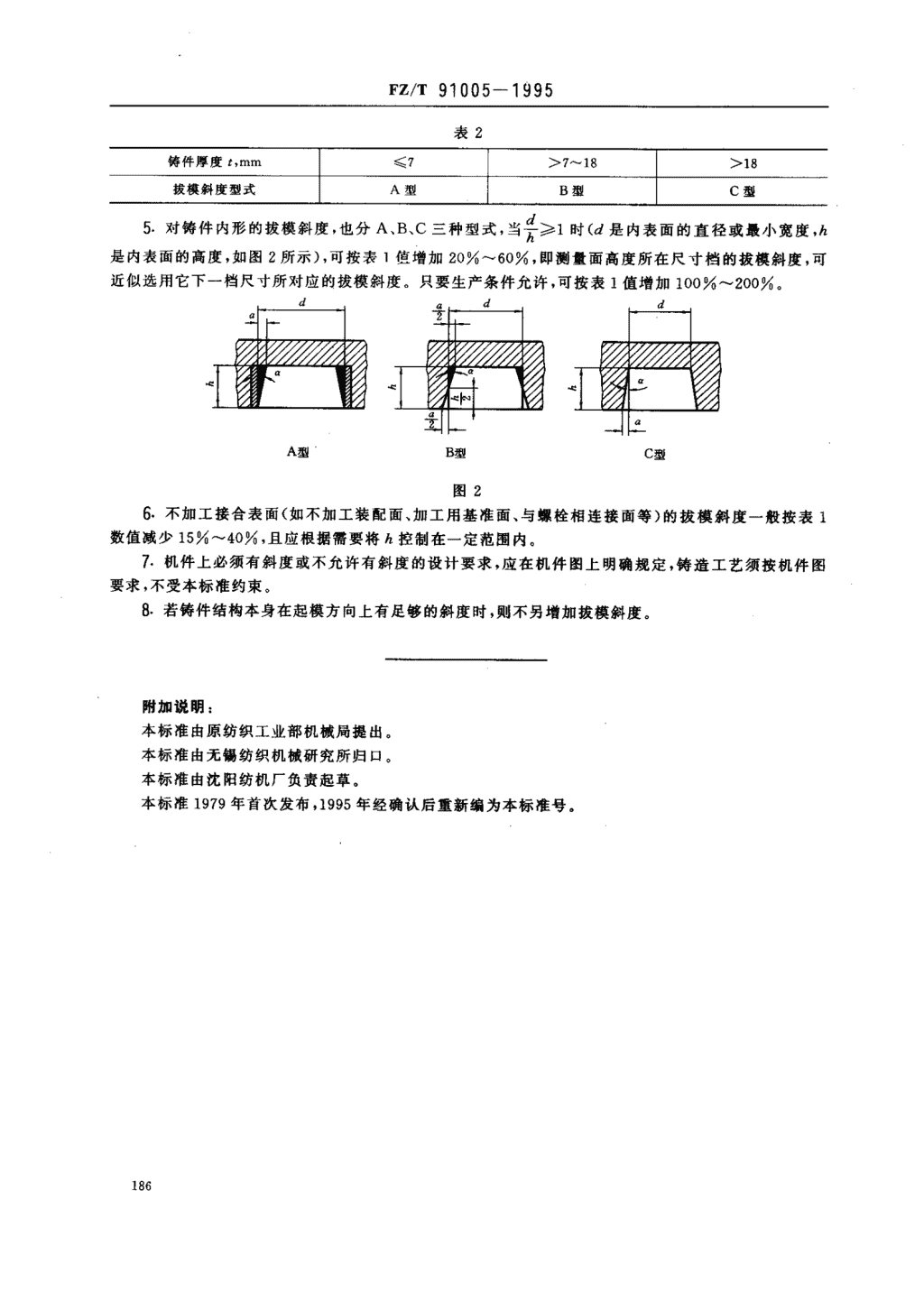
免费标准下载网(www.freebz.net)Fz/T91005一1995表2铸件厚度t,mm>7-1fi>18拔模斜度型式B型C型5·对铸件内形的拔模斜度,也分A,B,C三种型式,当普>-1时(d是内表面的直径或最小宽度,*是内表面的高度,如图2所示),可按表1值增加20%-60写,即测量面高度所在尺寸档的拔模斜度,可近似选用它下一档尺寸所对应的拔模斜度。只要生产条件允许,可按表1值增加100%~200%,A型图26.不加工接合表面(如不加工装配面、加工用基准面、与螺栓相连接面等)的拔模斜度一般按表1数值减少15%-400o,且应根据需要将h控制在一定范围内。7机件上必须有斜度或不允许有斜度的设计要求,应在机件图上明确规定,铸造工艺须按机件图要求,不受本标准约束。8.若铸件结构本身在起模方向上有足够的斜度时,则不另增加拔模斜度。附加说明:本标准由原纺织工业部机械局提出。本标准由无锡纺织机械研究所归口。本标准由沈阳纺机厂负责起草。本标准1979年首次发布,1995年经确认后重新编为本标准号。免费标准下载网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT91003.2-1993纺织机械制造工艺管理导则产品工艺工作程序.pdf
- FZT91003.3-1993纺织机械制造工艺管理导则产品结构工艺性审查.pdf
- FZT91003.4-1993纺织机械制造工艺管理导则工艺方案设计.pdf
- FZT91003.5-1993纺织机械制造工艺管理导则工艺规程设计.pdf
- FZT91003.6-1993纺织机械制造工艺管理导则工艺定额编制.pdf
- FZT91003.7-1993纺织机械制造工艺管理导则工艺文件标准审查.pdf
- FZT91003.8-1993纺织机械制造工艺管理导则工艺文件的修改.pdf
- FZT91003.9-1993纺织机械制造工艺管理导则工艺验证.pdf
- FZT91004-1994工序间防锈和成品防锈技术规程.pdf
- FZT91006-1995电镀和化学涂覆.pdf
- FZT91006-2007纺织机械镀覆和化学处理.pdf
- FZT91007-1995纺织机械产品涂装工艺.pdf
- FZT91007-2004纺织机械产品涂装工艺.pdf
- FZT91018-1996纺织机械渐开线圆柱齿轮加工工艺规范.pdf
- FZT91019-1998染整机械导布辊制造工艺规范.pdf
- FZT91020-1998不锈钢设备制造工艺规程.pdf
- FZT91021-1999纺机零件及成品防锈材料与工艺规范.pdf
- FZT92001-1991旋转手柄.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明