

- 226.09 KB
- 2022-04-22 13:41:40 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国化工行业标准HG/T2577一94橡胶提升带1主题内容与适用范围本标准规定了织物芯和钢丝绳网芯提升带的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于胶带斗式提升机用提升带(以下简称带)。2引用标准GB/T526织物芯输送带外观质量规定GB/T528硫化橡胶和热塑性橡胶拉伸性能的测定GB/T1689硫化橡胶耐磨性能的测定(用阿克隆磨耗机)GB/T3512橡胶热空气老化试验方法GB/T3690平型胶带拉伸性能试验方法GB/T4490运输带尺寸GB5752输送带标志GB/T5753钢丝绳芯输送带覆盖层厚度的测定GB/T5754钢丝绳芯输送带纵向拉伸强度的测定GB/T5755钢丝绳芯输送带钢丝绳枯合强度的测定GB/T6757输送带贮存和搬运通则GB/T6759输送带的层间粘合强度试验方法GB/T9770钢丝绳芯输送带HG/T2194帆布芯箱送带布层接头规定HG/T2297耐热输送带HG/T2410输送带取样3产品分类3.1结构型式带的芯体结构分为织物芯和钢丝绳网芯两种。3.1.1织物芯带带的整条带芯可由一层或多层织物按同一结构方式粘合而成,带芯外一般应有搜盖层。在覆盖层和带芯之间可设置由网眼布或帘布构成的补强层。3.1.2钢丝绳网芯带带由芯胶层内纵向排列的一层钢丝绳(以下简称纵向绳)和在扭盖层与芯胶层间横向排列的上、下各一层的纤维绳或钢丝绳构成(以下简称横向绳)。3.2产品规格带的规格按全厚度拉伸强度、宽度和覆盖层物理性能区分。中华人民共和国化学工业部1994一02一09批准,995一01一01实施
HG/T2577一943.2.1织物芯带的纵向全厚度拉伸强度见表4。以N/mm为单位的强度按R10优先数系排列。12.2钢丝绳网芯带的强度规格用字母“ST”和纵向拉伸强度(以N/mm为单位)的标称值表示,其系列见表2。3.2.3宽度规格织物芯带宽度规格按表1规定。钢丝绳网芯带宽度规格见表2,3.2.4覆盖层物理性能和级别按被输送物料的磨损性和载荷分为强烈磨损(D型)、中度磨损(L型)及轴送高温物料的耐热型(T型),性能见表3,3.3标记3.3.1织物芯带的型号标记示例:1000B93084.5TX3.01000NN5骨架材质和层数带宽(mm)一下筱盖层厚度(mm)上覆盖层具有补强层上崔盖层厚度(mm)一生产年月斗式提升带一强度规格(N/mm)3.3.2钢丝绳网芯带的型号标记示例:ST1000B93085TX5T120003.5纵向钢丝绳直径(mm)带宽(mm)一下扭盖层具有补强层下砚盖层厚度(mm)上搜盖层具有补强层上筱盖层厚度(mm)生产年月一斗式提升带一强度规格(N/mm)4技术要求4.1织物芯带的长度、宽度、厚度和极限偏差4.1.1有端带长度极限偏差应为带长的士2.%4.1.2带的宽度及极限偏差应符合表1规定表1带宽度,mm极限偏差每条带的宽度最大差值150一20一30一士6.5mm不大于6.5m.40一50
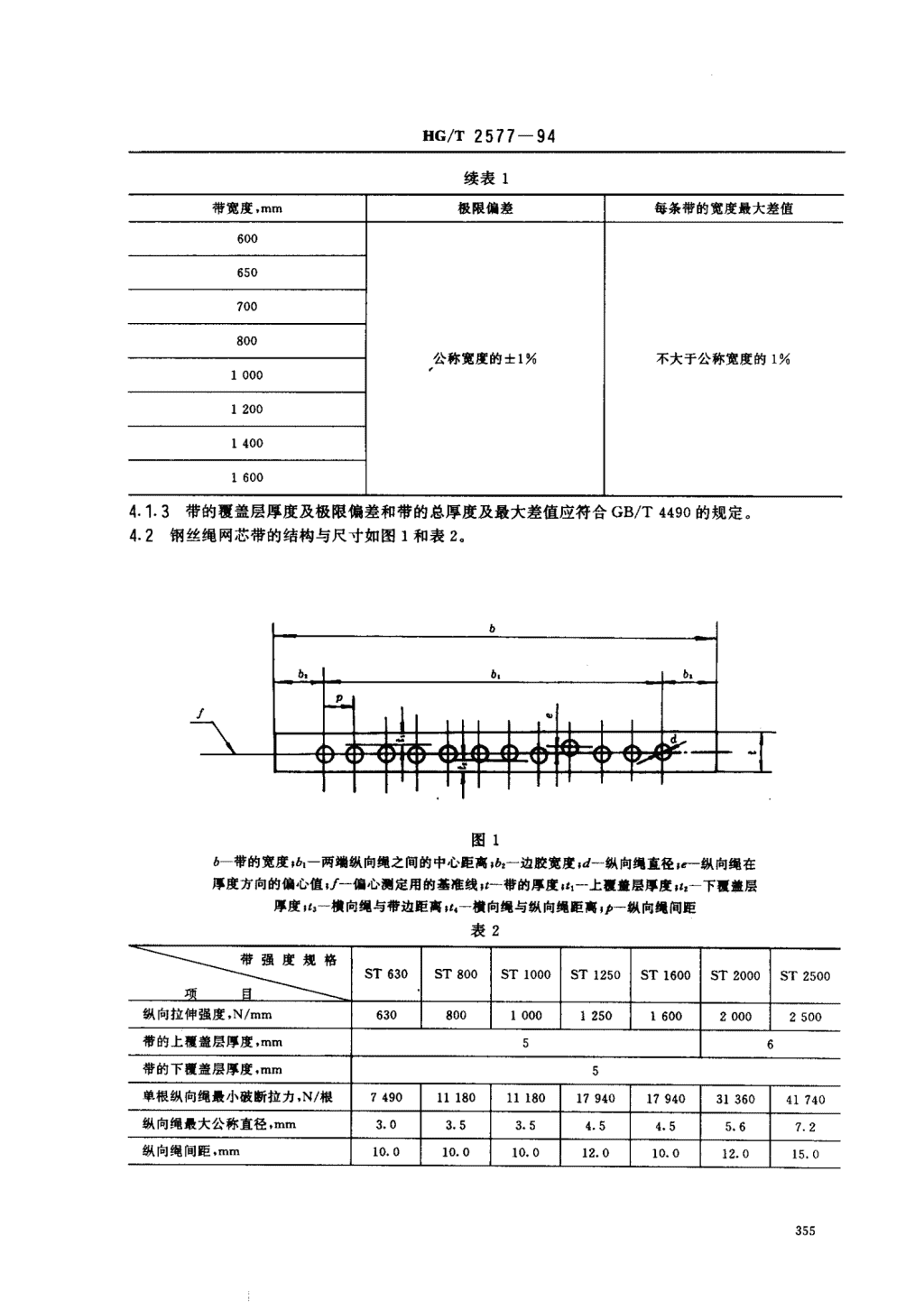
HG/T2577一94续表1带宽度,mm极限偏差每条带的宽度最大差值600650700800公称宽度的士1%不大于公称宽度的1%10001200140016004.1.3带的搜盖层厚度及极限偏差和带的总厚度及最大差值应符合GB/T4490的规定。4.2钢丝绳网芯带的结构与尺寸如图1和表2,图1b一带的宽度,b,一两端纵向绳之间的中心距离,b,一边胶宽度,d-纵向绳直径,纵向绳在厚度方向的偏心值,广.偏心侧定用的羞准线“一带的厚度内一上砚盖层厚度山一下砚盖层厚度.‘:一横向绳与带边距离;t,一横向绳与纵向绳距离;P-纵向绳间距表2卜广OR"Aft4ST630ST800ST1000ST1250ST1600ST2000ST2500纵向拉伸强度,N/mm63080010001250160020002500.二带的上覆盖层厚度,mm56带的下扭盖层厚度,mm5单根纵向绳最小破断拉力,N/根7490111801118017940179403136041740纵向绳最大公称直径,mm3.03.53.54.54.55.67.2纵向绳间距.mm10.010.010.012.010.012.015.0355
HG/T2577一94续表2~手*a巡ST630ST800ST1000ST1250ST1600ST2000ST2500200171616141814250212121192319300262527222722带350313032263226的40035353630363025宽45041414135413528度55050505143514234规格60055555646564637及68063636453645243纵80075757663766151向85079798067806654绳根100095959679967964数1050989897849783671200113113116941169476130012312312510512510483140013313313611113611189注带的班益层厚度包括橄向补强层.4.2.1纵向绳配置与接头按GB/T977。规定.4.2.2钢丝绳网芯带的长度和宽度偏差应符合GB/T4490的规定。4.2.3极盖层厚度的极限偏差为一0.5mm,4.2.4带的厚度最大差值(即最大厚度与最小厚度之差)不得大于平均厚度的10%.4.2.5带的边胶宽度应不小于lOmm,4.2.6纵向绳平均绳距的极限偏差为士1.5mm,单个绳距偏差大于1.5mm但不大于3.Omm的纵向绳根数不超过纵向绳总数的5%e4.2.7纵向绳在厚度方向的偏心值不得大子1.5mm,偏心值大于1.Omm但不大于1.5mm的纵向绳根数不得超过纵向绳总根数的5%.4.3横向绳的配置与尺寸4.3.1横向绳最大公称直径。92mm,其中心距与直径之比应为2^-6,4.3.2横向绳到带边的距离应为10-30inm,4.3.3横向绳与纵向绳应垂直排列,其距离为0.5-2mm,4.4织物芯带布层接头带芯布层的纵向和横向接头的数目和位置应符合HG/T2194的要求.45物理性能4.5.1筱盖胶物理性能应符合表3规定。3几6
HG/T2577一94表3指标项目D型L型拉伸强度,MPa不小干18.015.0拉断伸长率,X不小于400350拉伸强度变化率,纬热空气老化性能(70"CX7d)一25^-25拉断伸长率变化率,%.磨耗量,cm3不大于0.70.8注:要求特殊用途或箱送尖利磨损性物料时,扭盖胶物性由供需双方商定.耐热型(T型)带的覆盖胶性能应符合HG/T2297的规定。4.5.2织物芯带全厚度拉伸性能:4.5.2.1带的纵向拉伸强度应不低于其标称值。拉伸强度规格系列在SOON/mm以下的横向拉伸强度规定值见表4,50ON/mm及其以上的横向拉伸强度不作规定。表4N/mm纵向全厚度拉伸强度规格系列横向全厚度拉伸强度。不小于10040125501606320080250100315125400160500注:①横向拉伸强度的规定不适用于棉帆布芯枪送带。②表中纵向拉伸强度规格系列中的数值可按R10优先数系向低值扩展.③超出表中规定时,可由供满双方商定.4.5.2.2带的全厚度纵向拉断伸长率应不小于io%,全厚度纵向参考力伸长率应不大于4%,注:参考力等于带的标称全厚度纵向拉伸强度的10写乘以试样中部宽度荃本值所得的力。4.5.3钢丝绳网芯带的纵向拉伸强度和钢丝绳破断拉力应符合表2规定。4.5.4织物芯带层间粘合强度应符合表5规定。表5N/mm砚盖层与布层间织物类别与项目布层间砚益层厚度彼盖层厚度(1.smm>1.5mm纵向试样平均值不小于5.253.154.50100聚院胺织物全部纵向试样最低峰值不小于3.852.402.85纵向试样平均值不小于4.503.153.50币月‘J‘,n八口/2‘日全山觉J日全J心,目J匕,氏msiuv7o"石月拓三T巴征0R切全部纵向试样最低峰值不小于3.852.402.85357
HG/T2577一94续表5N/mm反盖层与布层间织物类别与项目布层间班盏层厚度棍盏层厚度1.5mm纵向试样平均值不小于3.002.202.60棉纤维帆布全部纵向试样最低峰值不小于1.951.601.95纵向试样平均值不小于3.152.352.80其他含天然纤维的织物全部纵向试样最低峰值不小于2.701.602.204.5-4.1耐热型织物芯带层间粘合强度应符合HG/T2297的规定。4.5.5钢丝绳网芯带粗盖层与横向绳间及横向绳与相邻层间粘合强度均应不低于12N/mm,4.5.6钢丝绳网芯带纵向绳枯合强度应符合表6规定。老化后粘合强度应不小于表中规定值的85%,表6绳径d.mm枯合强度,N/cm}枯合强度.N/cm2.62.8509.9}735.52.9-3.0539.4}784.53.1-3.2559.0}833.63.33.4一}882.63.53.6598.26.6-7.0931.63,7-3.8617.8}980.73.9-4.0637.4}!029.74.1-4.5686.58.1-8.51078.74.6外观质量4.6.1织物芯带外观质量应符合GB/T526的规定。4.6.2俐丝绳网芯带外观质量应符合GB/T9770的规定.5试验方法5.1提升带的宽度、长度和织物芯带的扭盖层厚度、带的总厚度侧2,按GB/T449。进行。5.2钢丝绳网芯带的厚度最大差值和妞盖层厚度侧童,按GB/T5753执行.5.3钢丝绳网芯带边胶宽度的测定、纵向绳距测定和钥丝绳在厚度方向的偏心值测定,按GB/T9770进行。5.4提升带的硬盖层拉伸性能试验,按GB/T528进行。5.5筱盖层耐磨性能试验,按GB/T1689进行。5.6筱盖层的热老化性能试验,按GB/T3512执行。5.7织物芯带的全厚度拉伸性能试验,按GB/T369。执行。5.8钢丝绳网芯带的纵向全厚度拉伸性能试验,按GB/T5754进行.5.9钢丝绳网芯带的崔盖层与横向绳间及横向绳与相邻层间枯合强度试验,按附录A执行。5.10织物芯带层间粘合强度试验,按GB/T6759中的A法进行。5.11钢丝绳网芯带的钢丝绳粘合强度试脸,按GB/T5755执行.老化后钥丝绳粘合强度试验,按GB/T5755中“热空气加热法”进行。
HG/"r2577一946检验规则6.1提升带出厂前应逐条检验外观质量、长度、宽度、理盖层厚度和边胶宽度。6.2在一个生产批量中抽取一定数量的样品进行提升带的出厂检验,取样数量和要求按HG/T2410执行。6.3出厂检验时,可不进行筱盖层的热老化试验和钢丝绳粘合强度的老化试验。64型式检验每年不小于一次,应按本标准规定的技术要求全项检验。6.5检验中如某项性能不符合标准,应在同批带中另取双倍试样,对不合格项目进行复试。复试后如仍有一个结果不符合标准,则该批或该时期产品为不合格品。了标志、包装、运物、贮存7.1提升带的标志按GB5752执行。7.2提升带应缠卷在芯轴上,用极盖物捆扎牢固。包装物上应标明产品名称、带长、型号、生产厂名(或注册商标)。7.3提升带的运输和贮存按GB/T6757执行。
HG/T2577一94附录A钧丝绳网芯带的层间粘合强度测定方法(补充件)Al仪器符合下列要求的拉力试验机:a.带有自动记录剥离力的绘图装置;b.夹具运行速度可调为100士10mm/min;c.测量误差不大于量程的1%,A2试样A2.1在带制成至少5天后,离带边不少于50mm的部位,与带的轴线平行各切取2个试样。A2.2试样各面均呈矩形,宽度为25士。.5mm,长度为200mm,厚度为带的全厚度。A2.3从试样两面用刀紧贴钢丝绳切开一段。其长度应保证试样在夹具中夹持良好二A3试验程序A3.1试验应在温度23士2℃的条件下进行。A3.2试验剥离长度至少为l00mm,A3.3将覆盖胶夹在一个夹具中,将含有钢丝绳的带芯夹在另一个夹具中。A3.4开机试验,动夹具运行速度为100士lOmm/min,记录剥离力的曲线。A4结果表示A4.1根据剥离力曲线,确定中值力,与试样宽度之比称为粘合强度,其单位是N/mm,A4.2层间粘合强度取2个试样的粘合强度平均值,数值修约到0.1N/mm,附加说明:本标准由中华人民共和国化学工业部技术监督司提出。本标准由青岛橡胶工业研究所归口。本标准由沈阳胶带总厂负责起草。本标准主要起草人庄众、刘兴久。本标准参照采用英国标准BS490Part2:1975《织物芯橡胶和塑料提升带》。'
您可能关注的文档
- HGT2572-2012活性氧化锌.pdf
- HGT2572-94工业活性氧化锌.pdf
- HGT2573-2006工业轻质氧化镁.pdf
- HGT2573-2012工业轻质氧化镁.pdf
- HGT2573-94工业氧化镁.pdf
- HGT2574-94工业氧化铁.pdf
- HGT2575-1994表面活性剂润湿力的测定浸没法.pdf
- HGT2576-1994各色醇酸磁漆.pdf
- HGT2577-1994橡胶提升带.pdf
- HGT2578-1994汽车液压制动缸用橡胶护罩.pdf
- HGT2579-1994O形圈橡胶材料第1部分用于普通液压系统.pdf
- HGT2580-1994橡胶或塑料涂覆织物拉伸强度和扯断伸长率的测定.pdf
- HGT2580-2008橡胶或塑料涂覆织物拉伸强度和拉断伸长率的测定.pdf
- HGT2581-1994橡胶或塑料涂覆织物耐撕裂性能的测定.pdf
- HGT2581.1-2009橡胶或塑料涂覆织物耐撕裂性能的测定第1部分恒速撕裂法.pdf
- HGT2582-1994橡胶或塑料涂覆织物耐透水性测定.pdf
- HGT2582-2008橡胶或塑料涂覆织物耐水渗透性能的测定.pdf
- HGT2583-1994橡胶涂覆织物绝缘带物理性能的测定.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明