
- 258.50 KB
- 2022-04-22 11:42:41 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'反拉深模具结构设计及其数控加工结构设计第一章反拉深模具设计1.1选题背景及意义毕业设计是在学院全部基础课、专业基础课和专业课并进行生辰实习之后的最后一个教学环节。通过毕业设计应达到如下目的:综合运用本专业所学课程的理论和生产实际知识,进行模具设计工作的实际训练,从而培养和提高学生独立工作的能力。巩固与扩充“冷冲模具设计”和“塑料模具设计”等课程所学的内容,掌握冷冲模具和塑料模具设计的方法和步骤。掌握冷冲模具和塑料模具设计的基本技能如计算、绘图。查阅设计资料和手册,熟悉模具标准及其他有关的标准和规范并在模具设计加以贯彻。1.1.1冲压模分类冲压模具的形式很多,一般可按以下几个主要特征分类: 1、根据工艺性质分类 (1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。 (2)弯曲模使板料毛坯或其他坯料沿著直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。 (3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。 (4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。 2、根据工序组合程度分类 (1)单工序模在压力机的一次行程中,只完成一道冲压工序的模具。 (2)复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。 (3)级进模(也称连续模)28
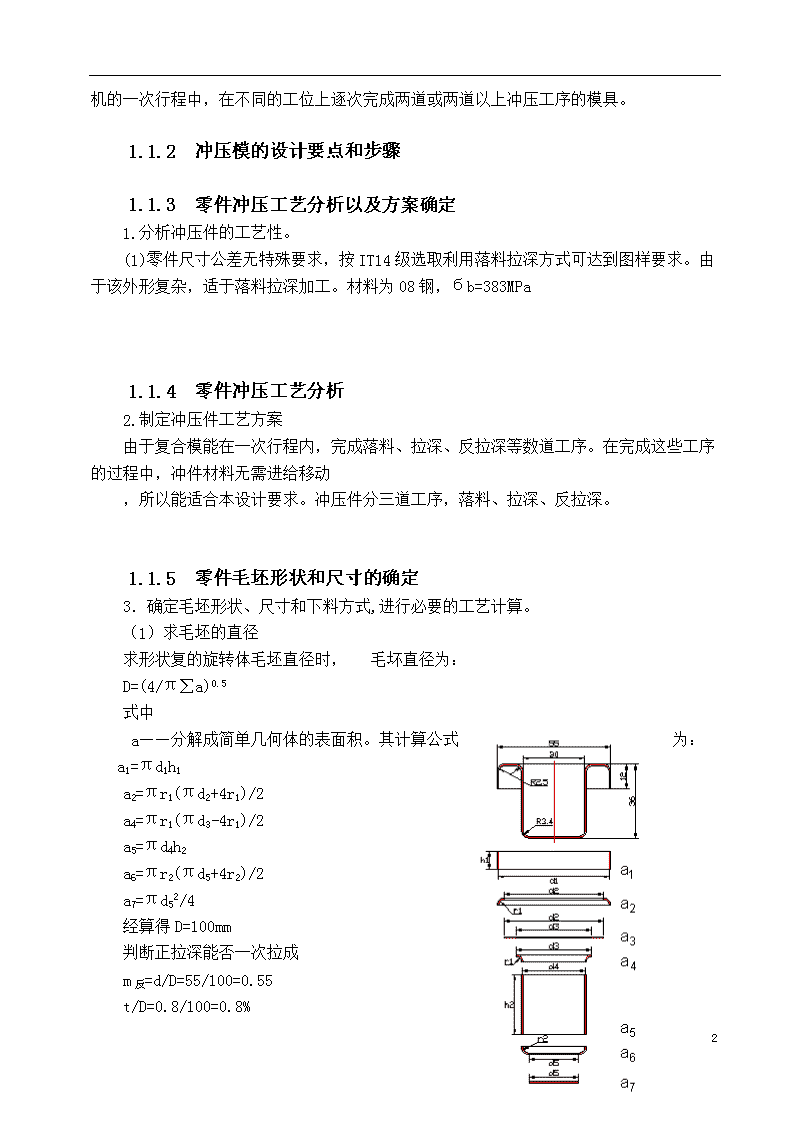
在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。1.1.1冲压模的设计要点和步骤1.1.2零件冲压工艺分析以及方案确定1.分析冲压件的工艺性。(1)零件尺寸公差无特殊要求,按IT14级选取利用落料拉深方式可达到图样要求。由于该外形复杂,适于落料拉深加工。材料为08钢,бb=383MPa1.1.3零件冲压工艺分析2.制定冲压件工艺方案由于复合模能在一次行程内,完成落料、拉深、反拉深等数道工序。在完成这些工序的过程中,冲件材料无需进给移动,所以能适合本设计要求。冲压件分三道工序,落料、拉深、反拉深。1.1.4零件毛坯形状和尺寸的确定3.确定毛坯形状、尺寸和下料方式,进行必要的工艺计算。(1)求毛坯的直径求形状复的旋转体毛坯直径时,毛坏直径为:D=(4/π∑a)0.5式中a——分解成简单几何体的表面积。其计算公式为:a1=πd1h1a2=πr1(πd2+4r1)/2a4=πr1(πd3-4r1)/2a5=πd4h2a6=πr2(πd5+4r2)/2a7=πd52/4经算得D=100mm判断正拉深能否一次拉成m反=d/D=55/100=0.55t/D=0.8/100=0.8%28
由《冷冲压模具设计指导》查得拉深系数:m1=0.53~0.55m反=m1=0.55故可一次拉成正拉深拉深高度计算:h=0.25(D2/d-d)+0.43r(d+0.32r)/d=0.25(1002/54.2-54.2)+0.43*2.5(54.2+0.32*2.5)/54.2=33.6判断是否采用修边余量:h/d=31.7/55=0.58需采用修边余量δ=2mm加修边余量后,计算毛坯直径D加修边余量后,h1值改变:h1=12+2=14其它值不变。则D=(4Σa/π)0.5=101.68≈102(mm)正拉深系数:m正=55/102=0.54(mm)0.53
您可能关注的文档
- 酒泉市年产2.5万吨麦芽生产线及甘啤3号啤酒大麦产业化基地建设项目可行性研究报告
- 街道办事处建设古城社区文体活动广场建设项目可行性研究报告
- 肉牛羊屠宰分割及生化制品加工项目可行性研究报告
- 35kV变电站电能计量装置典型设计(南方电网公司)
- 公司厂房工程施工结构设计
- 发酵间和糖化间的厂房扩建工程结构设计
- 30MW光伏农业生态科技园电站项目可行性研究报告
- 35KV变电站施工组织设计
- 公司电镀废水净化处理结构设计
- 酒泉新区无线电监测站建设项目可行性研究报告
- 35kV总降压变电所设计论文
- 公司楼层中心工程建设施工组织结构设计
- 反射炉设计结构设计
- 40M趸船总体建造方案
- 30万吨年丙烷脱氢制丙烯生产装置建设项目可行性研究报告
- 节能环保型循环经济产业项目可行性研究报告
- 广场中心工程高大模板工程施工结构设计
- 30万吨年煤焦油深加工工程项目可行性研究报告
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看