

- 228.60 KB
- 2022-04-22 11:32:40 发布


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'uDc629.16.037U46中华人民共和国国家标准GB12916-91船用金属螺旋桨技术条件Specificationformarinemetallicpropeller1991一05一22发布1992一02一01实施国家技术监督局发布
中华人民共和国国家标准GB12916一91船用金属螺旋桨技术条件Specificationformarinemetallicpropeller1主颐内容与适用范围本标准规定了船用金属螺旋桨(以下简称螺旋桨)的技术要求、试验方法、检验规则等。本标准适用于整体、组装螺旋桨的制造.也适用于可调螺距螺旋桨桨叶的制造。2引用标准GB1176铸造铜合金技术条件CB1163钦合金螺旋桨铸件技术条件CB818螺旋桨用铜合金技术条件CB*3095民用船舶铜合金螺旋桨补焊规则CB*3290民用船舶铜合金螺旋桨着色探伤方法及评级3符号本标准所用主要术语、符号列于表1。表1单位序号书称符号名称符号{1螺旋桨直径D米m2螺旋桨半径R毫米mm3暇面半径R毫米mm神.-一4叶截面宽度6毫米‘n口5总平均螺跄尸米m6叶片螺距v,毫米mm7俄面螺距P、毫米mm8局部螺距}〕1毫米mm国家技术监粉局199,~05一22批准1992一02一01实施t
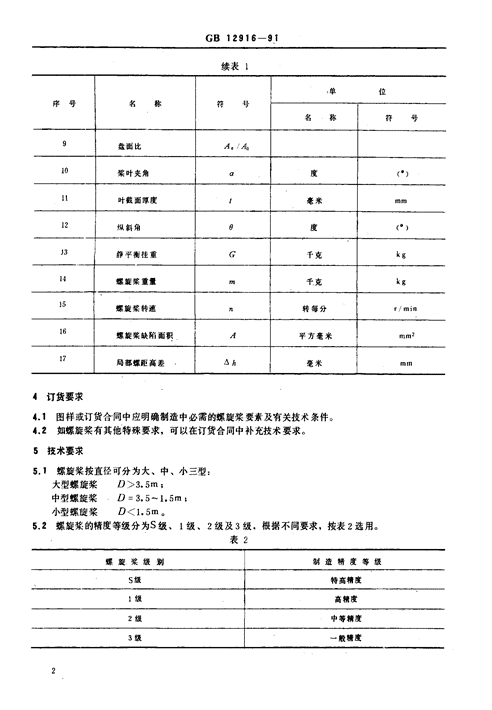
GB129I6一91续表单位序号名称符号名称符号9盘面比Ae了月。l0桨叶夹角a度(.)ll叶截面厚度l毫米mmﰢll2纵斜角口度(0)J3静平衡挂重口千克kg14螺旋桨重量阴千克kg15螺旋桨转速n转每分r/mln}16螺旋桨缺陷面积A平方毫米mmZl7局部螺距高差△人毫米mm订货要求图样或订货合伺中应明确制造中必需的螺旋桨要素及有关技术条件。:一;如螺旋桨有其他特殊要求,可以在订货合同中补充技术要求。技术要求螺旋桨按直径可分为大、中、小三型:大型螺旋桨D>3.sm;中型螺旋桨D=3.5一1·sm;小型螺旋桨D<1.sm。5.2螺旋桨的精度等级分为5级、1级、2级及3级,根据不同要求,按表2选用。表2螺旋桨级别制造精度等级S级特高精度1级高精度2级中等精度3级一般精度
GB12916一915.3根据不同要求,螺旋桨材料按表3选用。表3级别材料牌号ZCuMn12Al8Fe3NitZCuMn14Al8Fe3Ni2姆ZCuAI9Fe4Ni4Mn2ZCuA18Be1Co1’(ZTA7)(ZTC4)一ZC-Mn12A)8Fe3Ni2唯Z.C.AIgFe4Ni4Mn2)适用于小桨CZCuZn40Mn3FeL〕〕适用于中小桨ZCuMn12A18Fe3Ni22级(ZCuZn40Mn3FeI〕(ZCuZn22A15Mn2Fe2)ZCuMn12Al8Fc3Ni23级CZCuZn40Mn3Fe1〕(ZCuZn22A]5Mn2Fe2)注:,设计部门也可采用经中国船舶检验局认可的螺旋桨用其池金属材料。5.4表面粗糙度要求5.4.1螺旋桨表面粗糙度应符合表4的规定。裹4Jim表面粗糙度R.适用范围螺旋桨规格S级1级2级3级中、小型1.63.26.312.5桨叶0.312截面向外的表面大型3.26.36。312.5「中、小型1.66.312.525桨叶0.3R截面向内的表面大型3.212.512.525桨载表面大、中、小型6.312.525255.4.2机加工后轴孔表面粗糙度,大、中型螺旋桨为R.<--6.3wm:小型螺旋桨为Ra}3.2vm.
GB12916一915.5螺旋桨几何尺寸公差5.5.1螺旋桨几何尺寸的公差按表5规定。5.5.2螺旋桨由桨叶的0.4R开始(特殊要求桨由0.3R开始)到叶根处各截面的截面螺距尸,、局部螺距P,、截面宽度h和截面厚度t允许按表5规定的正负公差值加大51)%.5.5.3经设计部门或订货部门同意后,允许采用变更螺旋桨直径D的方法来补偿螺距尸的超差。5.5.4螺旋桨压力面叶根圆角,采用圆角样板在中线处作轴向检查,间隙应不大于1.Ommo
GB12916一al串俗篡十叫(叫鹅曲恻囱﹀足尽娜嗽令1郭卿兴拐降(长画祖9份.阿喇界国系叫理0居联)然哭侧很旧城叭久嗽令兴望创绷史侧留名椒8埔豁小叱终斗聂蔡.0世城系9艇恻H叫叫于担研卜划困创.。粼耸阿d.。公叱协侧塑叱晶姐嗽困橄玛冲爵0。然瞬叱留的担刃宋甘黔0属侧.暇粉.古关旧。的。绷联睁城,叱接月遐.。创叫令裁关卜盆矛盆洲娜书嘟9禅叫翻名裤留名。夺麒于叫暇嘟仑坦留0浓井宕麟群上气,的橄欠恒于搏交似侧理娇侧吉嗽计非古碧旧深古片唇肥一叭欢欢深。︵︶冲簇古担印诩0飞枷训冲欠欠冲友6簇翻华喇簇叫班叶居宋古古宋创.。巴砚褪居腹砚侣(︵‘已日E﹂uj﹂﹂代z试甲下毕户次++。。0次。门囚倡2Qqm00瞬做比N。0。N。叮。的们.2。C嗒从刊刊刊刊犷污压洲。2引引哪9价.0.三︸引刊︸八日︵‘﹂已右‘亡‘犷的比片代;次次蛛犷次二十叮瞬瞬0的0俗.一。己q口概明。。0。叫。囚.N。1.︻。0一次改+I引喇叫引引次%+l巴的的嘟.0.。︶不一利1︵-︵日日‘‘‘已三‘犷巴次岁欲叫12吹掇榴次丰Q+门口0卜Q。0.N。。己犷岁︻酥一妇岁刊洲荆+l帅的囚1.寸.代。0·。)︶引二一(︵E‘‘E任已‘‘次次?的门N欲的欲岁的岁.次斗十N卜的0卜功0将0辍戈qQ。0。0。.。0。C。0岁叫一次岁岁钊月引+l+l利引旧0明的1.艺.的.0.三1︶刊+I︵︵牡七侧探气翻理巾︵︵一久仍叭qd巾侧随云宾七司、。哀。尔国吐琳名q蒸自俄黔侧宕暇容舞介宜胡兴嗽侧留留叫以侧古︸懈脚毅感蜡刃盼喊探解平然侧古担全旧辘渔坎卜旧蒸古史公西妹西西勺升缀叹板古睡粗洲妹古舜︶︶必西深西侧︶︶丢邵﹄坦
GB12916-91检测工具的要求6.1检测螺旋桨轴孔加工的锥度样板或塞规的大头应刻有进线和止线,两条线的间距应不小于3mmo6.2S级、1级螺旋桨的导边及随边边缘须用样板进行检验,样板本身误差应不大于0.15mm、间隙不大于0.5MM,长度为被检测截面宽度的10%一15%.6.3各种测量工具允许的最大误差,不应超过被测螺旋桨尺寸或被测之量的公差的1/2,或者在尺寸测量时,大、中型螺旋桨不超过0.5mm,小型螺旋桨不超过0.25mm,两者选用大值。了试验方法及检验规则7.1螺旋桨的静平衡试验了.1.1螺旋桨在作静平衡之前,应先进行随遇平衡检验.然后再按公式〔1卜计算‘值作挂重试验:‘二C_Rmn(1)式中:G—计算挂重,kgsm-螺旋桨质量,kg:R-螺旋桨半径,m;,—转速,r"min;C一一系数,按螺旋桨转速”及螺旋桨级别系数K而定。当。>18(!r’min时,C二K,系数K值见表60当n`18Ur/min时,C二K.(1n80)表6一·螺旋桨级别S1525ixk40
GB12916-917.1.2当螺旋桨直径D-1.5m时,可以按公式(2)计算G值。G二。.025D"+0.02·,.·“”·“·········“·”··“·””:(2)式中:G—计算挂重,kg;D-螺旋桨直径,mo7.1.3检验静平衡用装置的心轴的摩擦力矩应不大于公式(3)中M值。G。tvi二2K’.‘”“’“’””:.””二’“’‘“二‘.’.(3)式中:G—计算挂重,kg;R-螺旋桨半径,mo了1.4螺旋桨作静平衡检验时,在试验台上将挂重分次挂于各桨叶叶梢最大厚度标记点上,然后将挂重的桨叶叶梢最大厚度标记点转到水平位置并使其静止,当去掉支承后,挂重的桨叶向下转动即为合格。7.2局部螺距的测量测局部螺距尸;时,可按压力面上同一半径处放射夹角为a的m,n两点的轴向高差△h来计算(见图2).图2当截面展开后压力面为一直线时(见图3),局部螺距值尸!见公式(4)。360尸一2一︸(从一h,).“·⋯“·”·”“·”·“······..⋯⋯”·(0)
GB12916-91广洽x.展伸的截面图37.2.2当截‘面展开后压力面为一曲线时(见图4,图5),此时局部螺距值P,见公式(5)。尸,二_36200〔(h2士R2)一(h,士R,)〕(5)一、.图赶一4、磕图5
GB12916一91了.3戳面厚度的测量测量截面厚度t的方法是:在压力面尸、线上确定轴向各测点m〔图6a),然后从m点所在截面的王论螺距线的垂直方向上测量(图6b)展伸的截面理论峨距线{扭距桨袖线图67.4轴孔锥度检验制造厂根据锥度量规加工螺旋桨轴孔。完工后检验锥度间隙。达到制造技术要求则为合格。了.5材料检查和验收7.5.1螺旋桨材料用的试样类型、检验项目等均按材料有关规范标准及合同的规定进行了.5.2凡已合格准备出厂的螺旋桨,在材料的化学成分分析和力学性能试验的报告单卜.都应有验解部门或验船部门委托的全权代表签字认可。不经验船部门验收的螺旋桨.须由制造厂检验部门的负贵人在报告单上签字认可。8缺陷的修整8.1螺旋桨表面存在直径不大于lmm非密集性(每平方厘米不多于1点)的气孔、渣孔等铸造缺阶刚可不作修整。8.2当螺旋桨的桨毅端面或内孔存在局部气孔、渣孔,而对铸件强度无彩响时,在对有缺陷的区域尹当处理之后,可用合适的塑科填料填充这些气孔、渣孔8,3螺旋桨表面存在直径大于lmm的气孔、渣孔或月痕等缺陷时.可用铲凹打磨的方法去除缺陷.允许单个lJI陷最大范围见表7规定凹阶的部{妇花向四旧光顺过度.然后用着色探伤方法检查以证明合格。丧了允i’I一单个四陷最人范lt一}!项IJ刁、弋二说明「丽积深度纽川1(沼几邢习lj义竺长宽比不作规定Innl一口nnl一}注:四阳深度不允许超过截面哗度的负公袱8.4{!之力面或吸力面凹];声1的总面积应小J:毛仁力1可或1吸力1衍1食1积的1.5当、8.5若单个IJ陷而积超过.而深度未超过表7规定,经验船师[aJ意后可按8.3规定处理8.‘若螺旋桨表面缺陷需要补焊时.按仃关补焊技术条件处理8.了制造)一应作好缺陷及耳修整的详细记录.1]档备查
GB12916一91,标志、保管和运输,。,经检验合格的螺旋桨.应在靠近桨毅刁.1、两叶之间的回转面上.刻印下列标志〔包括商标):a。制造厂名;b.直径D;c.螺距尸:d.盘面ttA,/A,。e.旋向;f材料牌号;g。重量;h.炉号:1.制造日期。叶片序号钢印打在桨毅小端的回转面上。9.2验船部门的检验钢印应打在显眼位置。9.3钢字的规格为:大型桨用10号、中型桨用7号、小型桨用3号或3号。9.4完工的螺旋桨在库存或运输过程中,应采取防锈、防损等措施。10其他每个螺旋桨出厂时,都应附有合格证书,证书上除注明9.1的内容外,还须注明材料标准号(包括试验项目和检验结果)及其他还应说明事项。附加说明:本标准由中国船舶工业总公司提出。本标准由L海船舶研究设计院归口。本标准由中国船舶工业总公司武汉重型铸锻厂负责起草。本标准主要起草人刘诗一、杜忠维、密政琴、杜福生、覃克诚。自本标准实施之日起,CB"265-79(船用金属螺旋桨技术条件》作废。'
您可能关注的文档
- GB 12731-1991 难燃V带.pdf
- GB 12731-2003 阻燃V带.pdf
- GB 12732-1996 汽车V带.pdf
- GB 12732-2008 汽车V带.pdf
- GB 12734-2003 汽车同步带.pdf
- GB 12757-91 救生保温用具.pdf
- GB 12835-2001 胶座气门嘴.pdf
- GB 12836.1-1999 无内胎气门嘴 第1部分:卡扣式气门嘴.pdf
- GB 12900-1991 船舶通用术语 船用材料.pdf
- GB 12917-1991 油污水分离装置.pdf
- GB 12918-1991 油船排油监控系统技术条件.pdf
- GB 12927-1991 船用起货设备检验规则和试验方法.pdf
- GB 12952-2003 聚氯乙烯防水卷材.pdf
- GB 12953-2003 氯化聚乙烯防水卷材.pdf
- GB 12958-1999 复合硅酸盐水泥.pdf
- GB 12977-91 平衡机防护罩和其他安全措施.pdf
- GB 12987-1997 农房用混凝土圆孔板.pdf
- GB 13323-1991 光学制图.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明