

- 276.03 KB
- 2022-04-22 11:38:31 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
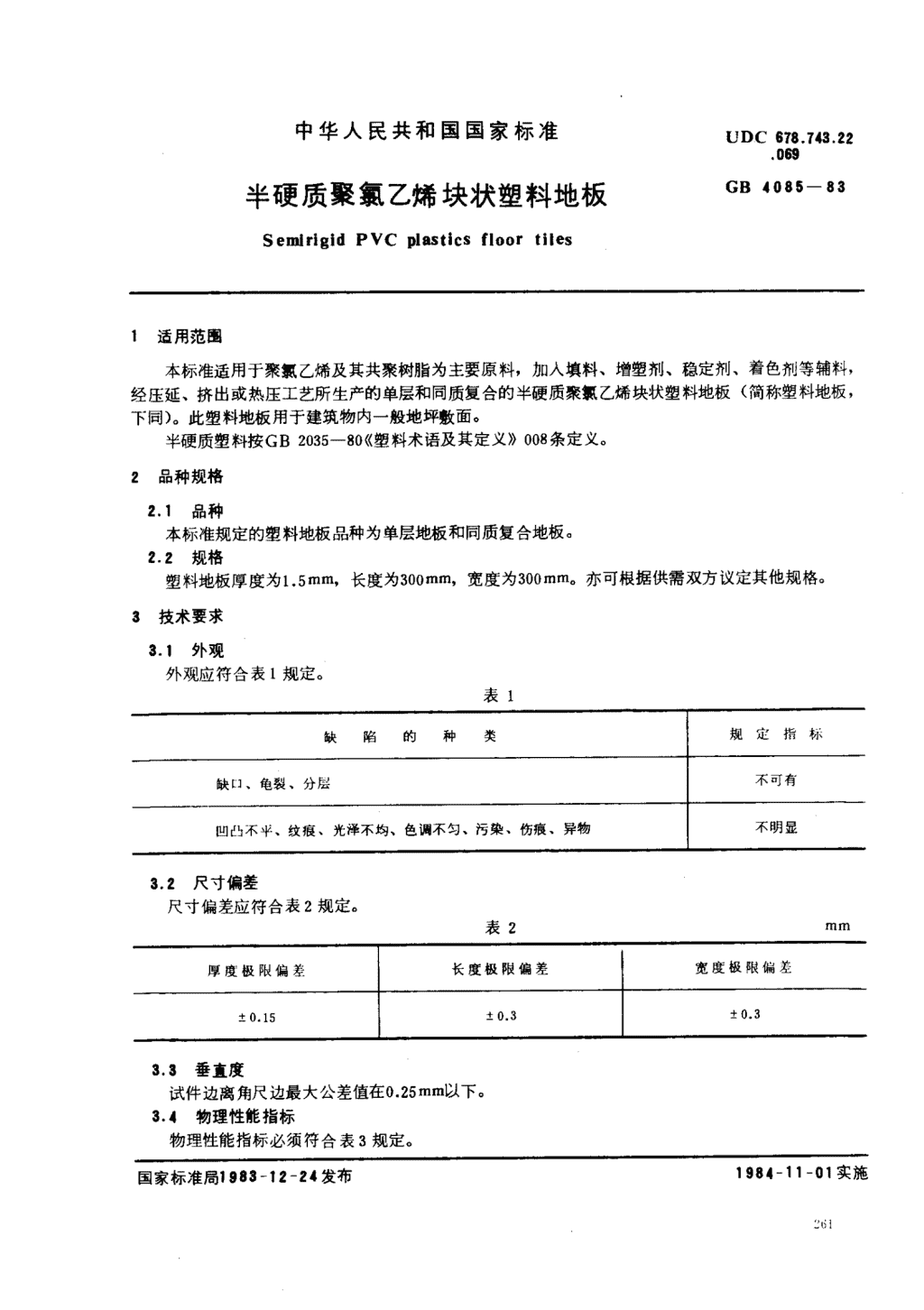
'中华人民共和国国家标准UDC678.743.226769半硬质聚氮乙烯块状塑料地板GB4085一!3k3SemirigidPVC川anticsfloortiles1适用范围本标准适用于聚抓乙烯及其共聚树脂为主要原料,加人填料、增塑剂、稳定剂、着色剂等辅料,经压延、挤出或热压工艺所生产的单层和同质复合的半硬质聚抓乙烯块状塑料地板(简称塑料地板,下同)。此塑料地板用于建筑物内一般地坪敷面。半硬质塑料按GB2035-80((塑料术语及其定义》008条定义。2品种规格2.1品种本标准规定的塑料地板品种为单层地板和同质复合地板。2.2规格塑料地板厚度为1.5mm,长度为300mm,宽度为300mm。亦可根据供需双方议定其他规格。3技术要求3.1外观外观应符合表1规定。表1缺陷的种类规定指标缺「」、龟裂、分层不可有凹凸不平、纹痕、光泽不均、色调不匀、污染、伤痕、异物不明显3.2尺寸偏差尺寸偏差应符合表2规定。表2厚度极限偏差长度极限偏差宽度极限偏差士0.3土0.15士0.33.3垂直度试件边离角尺边最大公差值在0.25mm以下。3.4物理性能指标物理性能指标必须符合表3规定。国家标准局1二3-12-24发布1984一11一01实施
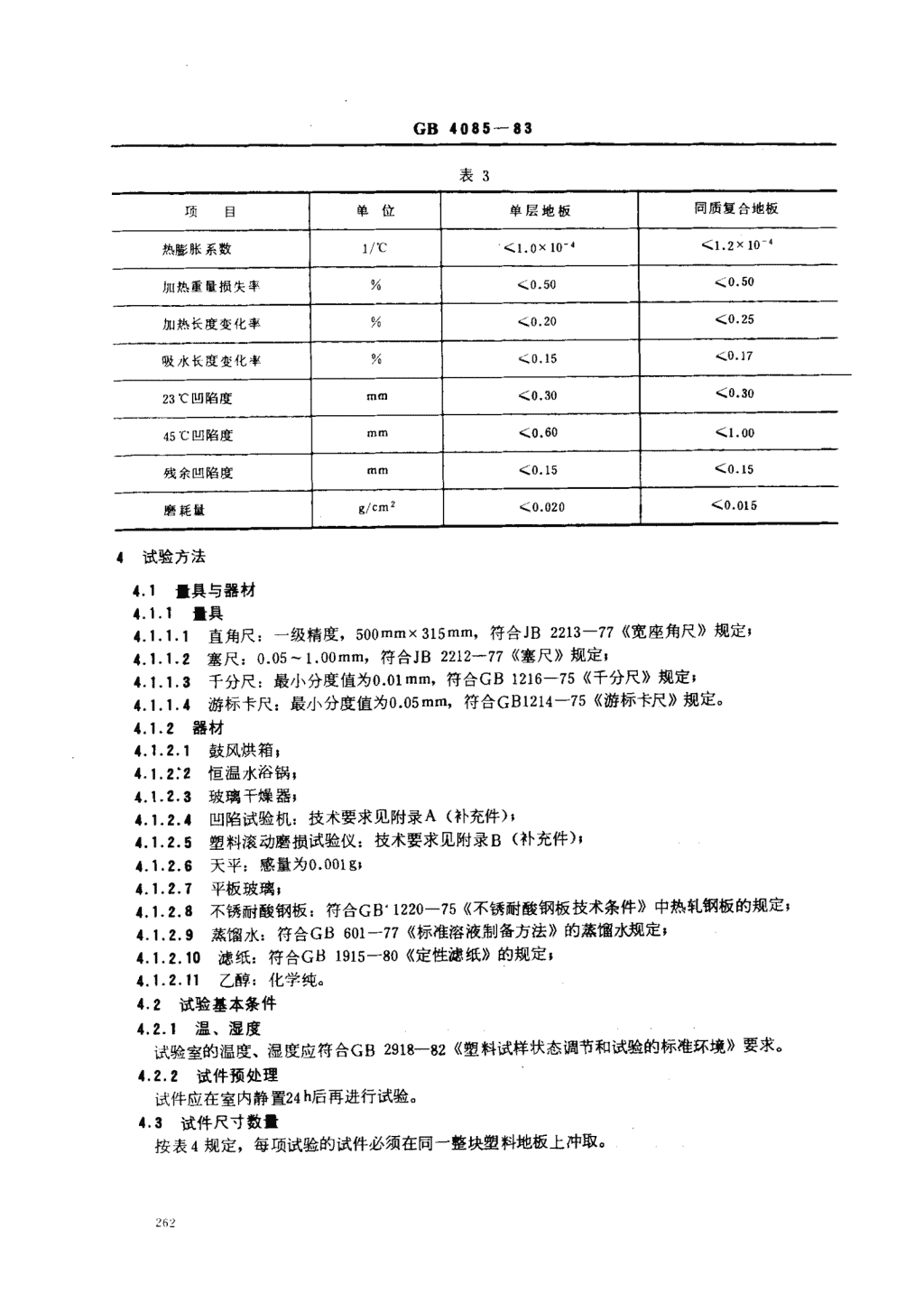
GB4085一83表3项目单位单层地板同质复合地板热膨胀系数1/"C吸1.0.10-^<1.2x10-^加热重41损失率%<0.50丈0.50加热长度变化率%<0.20<0.25吸水长度变化率%<0.15<0.1723"C凹陷度mm<0.30<0.3045"C凹陷度mm<0.60咬1.00残余凹陷度mm丈0.15<0.15磨耗量9/cm2<0.020成0.0154试验方法4.1f具与器材4.1.1f具4.1.1.1直角尺:一级精度,500mmx315mm,符合JB2213-77(宽座角尺)规定;4.1.1.2塞尺:0.05一1.00mm,符合JB2212-77(塞尺》规定。4.1.1.3千分尺:最小分度值为0.01mm,符合GB1216-75《千分尺》规定;4.1.1.4游标卡尺:最小分度值为0.05mm,符合GB1214-75《游标卡尺》规定。4.1.2器材4.1.2.1鼓风烘箱,4.1.2:2恒温水浴锅;4.1.2.3玻璃干燥器,4.1.2.4凹陷试验机:技术要求见附录A(补充件)s4.1.2.5塑料滚动磨损试验仪:技术要求见附录B(补充件)。4.1.2.6天平:感量为0.001g)4.1.2.了平板玻璃;4.1.2.8不锈耐酸钢板:符合GB"1220-75《不锈耐酸钢板技术条件》中热轧钢板的规定;4.1.2.9蒸馏水:符合GB601-77《标准溶液制备方法》的蒸馏水效定,4.1.2.10滤纸:符合GB1915-80《定性滤纸》的规定,4.1.2.11乙醇:化学纯。4.2试验基本条件4.2.1温、湿度试验室的温度、湿度应符合GB2918-82《塑料试样状态调节和试验的标准环境》要求。4.2.2试件预处理试件应在室内静置24h后再进行试验。4.3试件尺寸数f按表4规定,每项试验的试件必须在同一整块塑料地板上冲取。
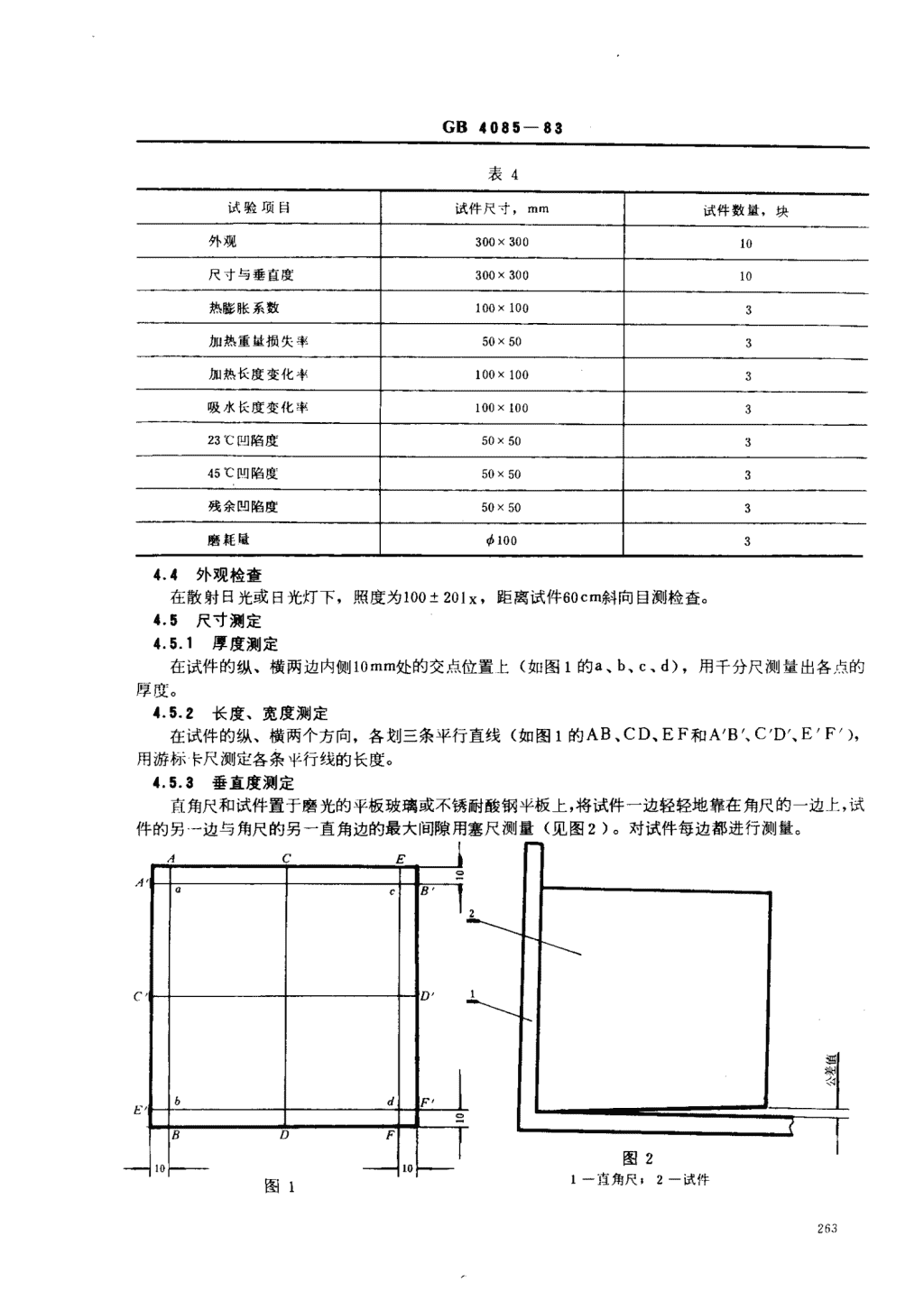
GB4085一83表4试验项目试件尺寸,mm试件数量,块外观300x30010尺寸与垂直度300x30010热膨胀系数10ox1003加热重星损失率50x503加热长度变化率loo.1003吸水长度变化率100x100323℃凹陷度50x50345"C凹陷度50x503残余凹陷度50x503磨耗量诱10034.4外观检查在散射日光或日光灯下,照度为1001201x,距离试件60cm斜向目测检查。4.5尺寸测定4.5.1厚度测定在试件的纵、横两边内侧10mm处的交点位置E.(如图1的a,b,c,d),用千分尺测量出各点的厚度。4.5.2长度、宽度测定在试件的纵、横两个方向,各划三条平行直线(如图1的AB,CD,EF和A"B",C"D",E"F"),用游标i}-尺测定各条平行线的长度。4.5.3垂直度测定直角尺和试件置于磨光的平板玻璃或不锈耐酸钢平板上,将试件一边轻轻地靠在角尺的一边上,试件的另一边与角尺的另一直角边的最大间隙用塞尺测量(见图2)。对试件每边都进行测量。诬洲翻图21一直角尺。2一试件
GB4085一834.6加热If损失率的测定4.6.1操作方法试件正面向上,置于玻璃干燥器内24h后用天平称其重量。然后将试件放在磨光平板玻璃或不锈耐酸钢平板上,各个试件前后、左右各离开50mm以上,一起水平地放人100士3℃的鼓风烘箱内(要求试件边与烘箱壁距离不得小于50mm)恒温6h后,取出试件置于干燥器内1h后再称其重量。4.6.2计算加热重量损失率按式(1)计算,用求出三个试件加热重量损失率的平均值表示:G。一GA=一一一;-x100"".....⋯⋯,..⋯,....⋯⋯‘.⋯,(1)lio式中:A—加热重量损失率,%,‘。—加热前重量,9;G—加热后重量,go4.7加热长度变化率测定4.7.1操作方法按图1所示,在试件正面纵、横各划三条平行线,并用游标卡尺侧量其长度,然后将试件正面向上,试件的前后、左右各距50mm以上,平放在磨光平板玻璃或不锈耐酸钢平板上,一起放人鼓风烘箱内,控制温度为80士2℃,保持6h后取出,室内放置1h,再测量出各条平行线的长度值。注:如有翅曲,可用1掩重接触面为gommxgomm的平钢块压试件后测定。4.T.2计算纵向或横向加热长度变化率均按式(2)计算,试件加热长度变化率则以三个试件的纵向和横向加热长度变化率的平均值表示:。一二二二L过、,。八....⋯⋯,.⋯,二_...............⋯⋯‘。、=(i一Ln式中:EH—纵向或横向加热变化率,%,Lo—纵向或横向的各平行线在加热前的长度平均值,MM;L—纵向或横向的各平行线在加热前的长度平均值,mm.4.8热膨胀系数的测定4.8.1操作方法试件按4.7.1操作置于80士2℃鼓风烘箱6h后,置于温度为23士1℃的水浴中,恒温15min以上,在水浴中用游标卡尺分别测量出纵向与横向的三条平行线长度,然后在30min内使水浴温度升到40士1`C,恒温15min以上,再用同样方法测量各平行线的长度。4.8.2计算纵向或横向的热膨胀系数均按式(3)计算。试件的热膨胀系数是取各块试件的纵向、横向热膨胀系数最大值的平均值表示:Q-4LT40"-LL2233。。·.···.················。·。············⋯⋯(3)式中:一纵向或横向的热膨胀系数(有效数五位),1/℃;L23—23土1℃时,试件的纵向或横向长度的平均值,mm;Loo-4011℃时,试件的纵向或横向长度的平均值,mm;AT—水温差,℃。4.9吸水长度变化率测定4.9.1操作方法按4.7.1步骤测最长度后将试件与平板一起置于23土2℃的蒸馏水中,静置72h,取出后用滤纸吸去表面水分,立即在相同的位置上测出纵、横各平行线的长度值。
GB4085一3‘.,.2计算纵向或横向吸水长度变化率均按式(4)计算,试件吸水长度变化率则以三个试件的纵向和横向吸水长度变化率的平均值表示:}L一Lo{eL二x100···。································⋯⋯(4)Lo式中:eL—纵向或横向吸水长度变化率,%,Lo—纵向或横向的各条平行线在吸水前的长度平均值,MM;L—纵向或横向的各条平行线在吸水后的长度平均值,mmo4.10M陷度测定4.10.1条件凹陷试验机装上直径必6.35的钢球压头。4.10.2操作方法.10.2.123℃凹陷度的测定将试件正面向上,置于磨光平板玻璃上,浸人2312℃的水浴或置于空气中,使试样水平地静置15min后,立即放在试验机工作平台上,开始加初负载0.9kgf,将试验机的百分表调至零点,在4-5s内平稳地加上负载,总负载为13.6kgf,保载1min,读出百分表的数值减去本级负载的机架形变量,即为23℃时凹陷度;4.10.2.245℃凹陷度的测定将试件正面向上,置于磨光平板玻璃上,浸人45士2℃的水浴中,水平地静置15min,然后把试件放到已预热到同样温度的试验机平台上,按4.10.1甲1的顺序加上负载,保载30s,读取百分表的数值减去本级负载的机架形变量,即为45℃时凹陷度。4.10.3计算按4.10.1.1或4.10.1.2方法分别测定每个试件,然后取三个试件的测定值的平均值表示。‘.”残翻!7陷度测定4.11.1条件凹陷试验机装上接触面平坦的、直径诱4.5mm的钢柱压头。4.”.2操作方法试件在室温下放置1h以上,正面向上置于试验机的工作平台上,按4.10.1.动Q初负载和调节零点,在4一5s内平稳地加上负载36kgf,保载lomin,然后卸去主负载,保留初负载1h,立即读取百分表上的数值即为残余凹陷度值。4.”.3计算每个试件测定一点,取三个试件测定值的平均值。4.12耐磨试验4.12.1操作方法将功l00mm试件中心钻功6.5mm孔,表面用乙醇擦净,置于室内1h后用天平称其重量。在塑料滚动磨损试验仪上装上试件和校正过的砂轮(砂轮校正见附录B),每只砂轮上各加重量为500g的硅码,开机磨耗,磨粉由离试件面3mm的吸人口被吸尘器吸走,试件在工作平台上匀速旋转,1000转后停机。卸下试件,用软毛刷除去粉尘,再称其重量,同时测量试件磨耗轨迹的内、外圆半径。清除粘附在砂轮上的粉尘方法是用400号砂纸剪裁与试件相一致的大小,装在试验机上,开机,将砂轮上粘附的粉尘磨去。4.12.2计算磨耗量按式(5)计算,取三个试件磨耗值的平均值表示:‘GGG︸B一--一----J一5r(5)
GB4085一as式中:B-单位面积的磨耗猫,灯CM";Go—磨耗前试件W.U,g;G磨耗后试件重量,9;5—磨耗轨迹的面积,cm2;R-磨耗轨迹的外圆半径,CM;r-磨耗轨迹的内圆半径,cm;“—圆周率,取小数两位。5检验规则5.1取样相同配方、相同1.艺、相同规格的塑料地板每1000ma为一个批量。10d生产量不足1000mz的以10d生产狱为t批址计。每一批鼠中至少抽取10块塑木4地板作为试件,在每箱产品中最多取其中2决。5.2项目的结果评定5.2.1尺寸、垂直度、外观评定对每块试件进行测定。均应符合3.1.3.2和3.3之规定,如某项不合格,则从该批量中重新取双倍试件,对不合格项次进行复测,若不合格则该批址产品定为不合格品。5.2.2物理性能指标评定按5.2.1评定通过的产品即可进行物理性能测定。凡结果符合表3规定指标的,则该批量产品定为合格钻;如某项次不合格,则从该批量中重新取双倍试件对不合格项次进行复测,若仍不合格则该批hi产品定为不合格品。6包装、标志、贮存、运输6.1包装塑料地板应用瓦楞纸箱包装,出厂的每批产品均应有产品合格证。6.2标志在包装箱卜,应有明显标志标明:,lAlq名、生产厂名、生产日期、批号、规格、颜色、数量、重量以及注意‘if项。6.3、贮存塑料地板应分批贮存在温度为40℃以F的仓库内,跄热源不得小于1m,堆放高度不得超过2m.凡是在低1零度环境贮存的塑料地板,施I_前必须置于室温内24h以上。6.4运输塑料地板在包装、运输、贮存过程中,不得使其受到扔摔、冲击、日晒、雨淋。
GB4085一83附录A凹陷试验机的技术要求(补充件)A.1凹陷试脸机的组成凹陷试脸机有机架、可升降工作台、压头、加载装置、凹陷度}卜和计时装置组成。A.1.1机架应为钢性结构,在最大负载作用下,沿轴线方向形变犷“石大于0.05mmaA.1.2升降丝杆轴与主轴轴线的同轴度不应大于功0.3mm.A.1.3升降工作台与主轴轴线的垂直度不应大于。2%0A.2刁‘值精度为士4%。A.3压头在试验负载作用下,不应有任何变形和损伤。A.3.1压头钢球直径价5mm,功6.35mm,极限偏差为士0.5%0A.3.2圆柱平压头直径功4.5mm,极限偏差为10.5%0A.4加菏级数初负载0.9kgf,试验负载(包括初负载)13.6,36.0,62.5kgf,初负载的极限偏差为士2%,其他各级负载的极限偏差为士1%。A.5凹陷度指7}器为百分表(应符合GB1219-75《百分表》规定)。A.6计时装置量程1h,精度为士5%o
GB4085一83附录B塑料滚动磨损试验仪技术要求(补充件)B.1塑料滚动磨损试验仪的组成是主机、吸尘器和修磨机。B.21o:机由1作圆盘、砂轮、载重支架、粉尘吸人孔支架、记数器和电动机等构成(见图B1,B2).B.2.1粉尘吸人孔和I:作圆盘上安装的试件表面即离约为3mm,可用升降吸人孔支架来调节。B.2.2粉尘吸人时的风以为0.5士0.1mI/min。风最大小可用吸尘器的转速旋钮来调整。B.2.3I:作圆盘的旋转速度为6012r/min.B.2.4负载级数为250,500,1000g,砂轮装轴的有效负载为25015g,250g以上的f愁戟可再加250士18或75011g的硅码。B.3砂轮的基本构造:B.3.1磨料的种类与代号种类为人造绿色碳化硅粒料,代号为TI(碳化硅应符合GB2480-81《碳化硅技术条件》规定);B.3.2磨料的粒度为150号(应符合GB2477-81《磨料粒度及其组成》的规定)。B.3.3砂轮的结合剂为陶瓷类(应符o0GB2485-81《砂轮》规定);B.3.4砂轮的硬度等级为超软类,代号为CR(应符合GB2486-81《小砂轮及磨头》规定)。图B1
GB4085一83图B21一试验机主机。2一软管;3一吸尘器:4一I作阅盘。5一粉尘吸人孔位置,6一粉尘吸入器支架;7一砂轮重量抵消用轴.8一试件‘9一砂轮安装支架‘10-硅码;I1一砂轮;12一计数器,13-磨耗轨迹B.3.5砂轮的形状和尺一寸形状为平形砂轮(应符合GB2484-81《磨具代号》规定),其尺寸按图B3所示。B.3.6砂轮简称CR150.B.4综合性能:8.4.1试验机的运转部分动作必须圆滑;B.4.2试验机运转时,不允许有影响试验结果的振动或杂音。B.4.3试验机和砂轮的综合性能是用锌板(含量为99.5%以上的印刷用锌板的规定)校验片作试件,每只砂轮负载500g,旋转1000rpm后,其磨耗量应为4.4士1mg/cm,范围以内(如不在4.4+1m盯cm,之内,可用砂轮修磨机修磨砂轮表面来调整.使其磨耗量控制到4.41lmg/cm2以内)。B.5锌板校验片:B.5.1硬度
GB4085一a7锌板校验片经200℃恒温1h,冷却后用400号砂纸表面处理,并用无水乙醇擦洗干净,室内保温1h,用负载为lokg的布氏硬度计测定其硬度,六点的硬度平均值应为4212,范围在38一46之间适用;B.5.2尺寸J}f度为0.7一1.5mm,长、宽度为l00mmxl00mm,中L钻06.5mm的孔。附加说明:本标准由国家建筑材料工业局提出。本标准由上海市建筑科学研究所主持起草。本标准起草人王鼎康、周曼华、王福恩、郝淑英、杨贻伟、徐德煊、周芳娟、金美丽。本标准由上海市建筑科学研究所负责解释。'
您可能关注的文档
- GB 3894.2-1983 船舶布置图图形符号 舱室家具.pdf
- GB 3899.1-1986 染料产品命名原则(纺织品用染料).pdf
- GB 3899.2-1986 染料产品命名标准色卡(纺织品用染料).pdf
- GB 3899.2-86 染料产品命名标准色卡(纺织品用染料).pdf
- GB 3929-83 标准电池.pdf
- GB 396-1994 环形钢筋混凝土电杆.pdf
- GB 3971.2-1983 电话自动交换网局间中继数字型线路信号方式.pdf
- GB 4074.15-83 漆包线试验方法往复刮漆试验.pdf
- GB 4084-1999 自应力混凝土输水管.pdf
- GB 4121-1983 石英玻璃热变色性试验方法.pdf
- GB 4447-1992 海船用起锚机和起锚绞盘.pdf
- GB 4541-1991 救生圈用自亮浮灯.pdf
- GB 4542-1991 救生用绿星火箭信号.pdf
- GB 4543-1991 救生用橙色烟雾信号.pdf
- GB 4623-1994 环形预应力混凝土电杆.pdf
- GB 4706.43-2005 家用和类似用途电器的安全 投影仪和类似用途器具的特殊要求.pdf
- GB 4793.2-2001 测量、控制及实验室用电气设备的安全 电工测量和试验用手持电流钳的特殊要求.pdf
- GB 4841.1-1984 11染料染色标准深度色卡.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明