

- 323.74 KB
- 2022-12-07 09:26:27 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
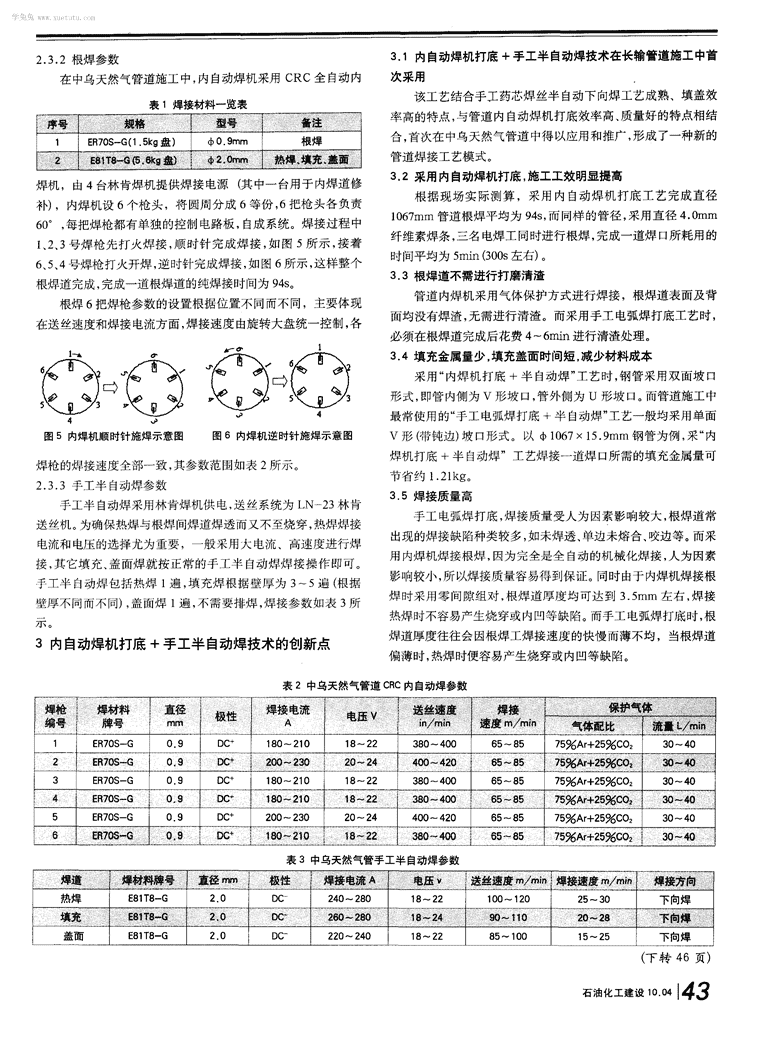
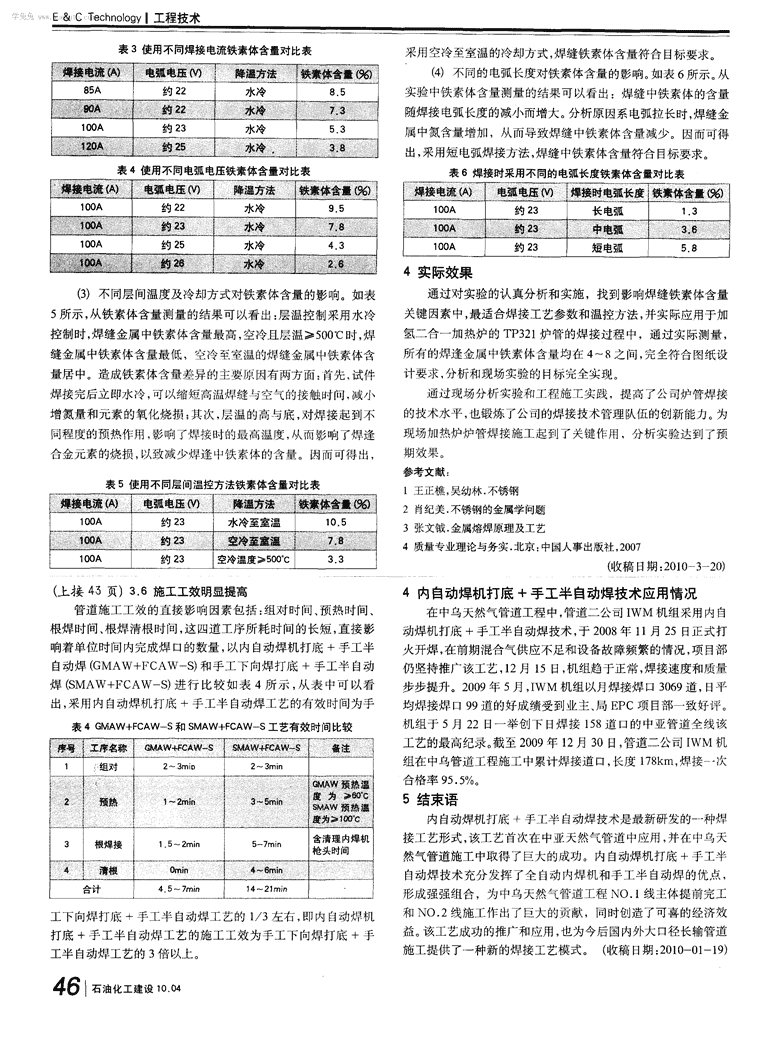
学兔兔www.xuetutu.comE&CTechnologyI工程技术内自动焊机打底+手工半自动焊在中乌天然气管道工程中的应用●李加平马中清管道二公司中亚项目部江苏省徐州市221008摘要内自动焊机打底+手工半自动焊填盖是最新研发的一种焊接工艺,它结合了内自动焊和手工半自动焊的优点,在中乌天然气管道中得到成功应用,并取得了一系列可喜的成绩。本文从坡口形式、组对方式、焊接工艺参数等方面介结了内自动焊机打底+手工半自动焊技术,并结合该工艺在中乌天然气管道施工中的应用情况对工艺创新点进行了说明。关键词内自动焊半自动焊参数创新点中图分类号TG44文献标识码B文章编号1672—9323(2010)04—0042—031工程概况在中一乌天然气管道工程中,管道二公司承担了B标段256km和新增段96kin的施工任务。管线起于布哈拉市以西70kin处的ZA0199桩,终止于乌哈边境,管线全长608km。地形以平原、草场、戈壁和沙丘为主。在地势起伏较小的地段,工程首次采用了内自动焊机打底+手工半自动焊工艺,充分利用CRC内自动焊机和手工半自动焊的优点,在NO.i线施工中,仅用图1内自动焊机焊图2手工半自动焊125个有效工日,完成中1067X15.9(19.1)主管线焊接112.9kin。2.2组对方式2内自动焊机打底+手工半自动焊技术管口组对采用内自动焊焊机自带的对口器进行,对口间隙内自动焊机打底十手工半自动焊填盖是指采用管道内自动焊机(英文缩写为IWM,即InterWeldingMachine)在管道内部进行根焊道焊接(如图l所示),然后采用手工自保护药芯焊丝半自动焊从外部进行热焊、填充焊及盖面焊操作(如图2所示)的一种新型焊接工艺,该工艺首次在中乌天然气管道中得以应用,其特点是采用了自动化程度高、焊接速度快、施工质量好的管道内自动焊机进行根焊焊接,根焊效率明显提高;热焊、填充和盖面焊接则使用目前操作简单、焊接质量好、效率较快的手图3坡口形式图4坡口加工工自保护药芯焊丝半自动下向焊接工艺,两者结合,优势互补。要求为0~0.5ram,实际施工中一般均采用零间隙组对,内坡口2.1坡口形式角度为37.5。,钝边1.8ram;外坡口底部弧度R为3.2ram,上结合手工半自动焊“V”形坡口和全自动焊复合坡口的各自部为l0。;管壁厚度为15.9ram或19.imm;组对时错边量≤特点,内自动焊机打底+手工半自动焊填盖工艺采用复合坡口3.0ram。形式,如图3所示。坡口采用坡口机现场加工,内坡口面为满足2.3焊接工艺参数内焊机的焊接,采用“V”形,外坡VI采用“U”形坡口,确保热焊焊2.3.1焊接材料(如表1所示)透和填、盖焊接质量,如图4所示。42I石油化工建设10.04\n学兔兔www.xuetutu.com2.3.2根焊参数3.1内自动焊机打底+手工半自动焊技术在长输管道施工中首在中乌天然气管道施工中,内自动焊机采用CRC全自动内次采用该工艺结合手工药芯焊丝半自动下向焊工艺成熟、填盖效表1焊接材料一览表率高的特点,与管道内自动焊机打底效率高、质量好的特点相结合,首次在中乌天然气管道中得以应用和推广,形成了一种新的管道焊接工艺模式。3.2采用内自动焊机打底,施工工效明显提高焊机,由4台林肯焊机提供焊接电源(其中一台用于内焊道修根据现场实际测算,采用内自动焊机打底工艺完成直径补),内焊机设6个枪头,将圆周分成6等份,6把枪头各负责1067mm管道根焊平均为94s,而同样的管径,采用直径4.Omm6O。,每把焊枪都有单独的控制电路板,自成系统。焊接过程中纤维素焊条,三名电焊工同时进行根焊,完成一道焊VJ所耗用的l、2、3号焊枪先打火焊接,顺时针完成焊接,如图5所示,接着时间平均为5min(300s左右)。6、5、4号焊枪打火开焊,逆时针完成焊接,如图6所示,这样整个3.3根焊道不需进行打磨清渣根焊道完成,完成一道根焊道的纯焊接时间为94s。管道内焊机采用气体保护方式进行焊接,根焊道表面及背根焊6把焊枪参数的设置根据位置不同而不同,主要体现面均没有焊渣,无需进行清渣。而采用手工电弧焊打底工艺时,在送丝速度和焊接电流方面,焊接速度由旋转大盘统一控制,各必须在根焊道完成后花费4~6min进行清渣处理。3.4填充金属量少,填充盖面时间短,减少材料成本采用“内焊机打底+半自动焊”工艺时,钢管采用双面坡口日日@形式,即管内侧为V形坡口,管外侧为U形坡口。而管道施工中最常使用的“手工电弧焊打底+半自动焊”工艺一般均采用单面图5内焊机顺时针施焊示意图图6内焊机逆时针施焊示意图V形(带钝边)坡口形式。以1067×15.9ram钢管为例,采“内焊机打底+半自动焊”工艺焊接一道焊口所需的填充金属量可焊枪的焊接速度全部一致,其参数范围如表2所示。节省约1.21kg。2.3.3手工半自动焊参数3.5焊接质量高手工半自动焊采用林肯焊机供电,送丝系统为LN一23林肯手工电弧焊打底,焊接质量受人为因素影响较大,根焊道常送丝机。为确保热焊与根焊间焊道焊透而又不至烧穿,热焊焊接出现的焊接缺陷种类较多,如未焊透、单边未熔合、咬边等。而采电流和电压的选择尤为重要,一般采用大电流、高速度进行焊用内焊机焊接根焊,因为完全是全自动的机械化焊接,人为因素接,其它填充、盖面焊就按正常的手工半自动焊焊接操作即可。影响较小,所以焊接质量容易得到保证。同时由于内焊机焊接根手工半自动焊包括热焊l遍,填充焊根据壁厚为3~5遍(根据焊时采用零间隙组对,根焊道厚度均可达到3.5mm左右,焊接壁厚不同而不同),盖面焊1遍,不需要排焊,焊接参数如表3所热焊时不容易产生烧穿或内凹等缺陷。而手工电弧焊打底时,根不。焊道厚度往往会因根焊工焊接速度的快慢而薄不均,当根焊道3内自动焊机打底+手工半自动焊技术的创新点偏薄时,热焊时便容易产生烧穿或内凹等缺陷。表2中乌天然气管道CRC内自动焊参数|直径薯j\|t∞t、m|l萋v慧\鬻送丝遵葭|僻搔罄镰持—_。馓性j|速褒m/“。囊||气体配比自棚_L/1ER70S—GO.9DC180~21O18~22380~40065~8575%Ar+25%CO230~402||ERTOS~GO,9Q|毫2∞~2j|。2叠~||锈_踮15%%£Qt薯l铃~^Q3ER7OS—GO.9DC18O~21018~22380——40065~8575%Ar+25%CO230~40|4||踊乏G-≥I时、钓_2、Qi8~22;鼬~|_|曩5%昏!一卜的5ER70S—G0.9DC200~23020~24400~42065~8575%Ar+25%CO230~40色||聃嗡_GQI。|、鹋~m|i|、8~链|。|3钓每^鹋|瞒~75%~~z5%coi|~媳表3中乌天然气管手工半自动焊参数遵}焊号】氢径n1m_}榜|性_I一惬V遮丝速度zm鹾婚§基受fn/nj鲭墩_I句热焊E81T8一G2.0DC一240~28018~22100~12025~30下向焊|碡瀛l霉E色I-IG|薯|Q薯l|2钓~2∞j蠹强§。赣鬣蠹|_、lt薯薯。~蕊警毒譬t憾f盖面E81T8一G2.0DC一220~24018~2285~1O015~25下向焊(下转46页)石油化工建设10.o4I43\n学兔兔www.xuetutu.comE&CTechnologyI工程技术表3使用不同焊接电流铁素体含量对比表采用空冷至室温的冷却方式,焊缝铁素体含量符合目标要求。(4)不同的电弧长度对铁素体含量的影响。如表6所示。从实验中铁素体含量测量的结果可以看出:焊缝中铁素体的含量随焊接电弧长度的减小而增大。分析原因系电弧拉长时,焊缝金属中氮含量增加,从而导致焊缝中铁索体含量减少。因而可得出,采用短电弧焊接方法,焊缝中铁素体含量符合目标要求。表4使用不同电弧电压铁素体含量对比表表6焊接时采用不同的电弧长度铁索体含量对比表誊惧接电瀛t吣|萋龟弧电珏焊接时电弧长度铁熹食量℃1OOA约23长电弧1.3l\、强_终23疆t黾弧霉100A约23短电弧5.84实际效果(3)不同层间温度及冷却方式对铁素体含量的影响。如表通过对实验的认真分析和实施,找到影响焊缝铁素体含量5所示,从铁素体含量测量的结果可以看出:层温控制采用水冷关键因素中,最适合焊接工艺参数和温控方法,并实际应用于加控制时,焊缝金属中铁素体含量最高,空冷且层温≥5O0℃时,焊氢二合--/~[I热炉的TP321炉管的焊接过程中,通过实际测量,缝金属中铁素体含量最低,空冷室温的焊缝金属中铁素体含所有的焊逢金属中铁素体含量均在4~8之间,完全符合图纸设量居中。造成铁素体含量差异的主要原因有两方面:首先,试件计要求,分析和现场实验的日标完全实现。焊接完后立即水冷,可以缩短高温焊缝与空气的接触时问减小通过现场分析实验和工程施工实践,提高了公司炉管焊接增氮量和元素的氧化烧损;其次,层温的高与底,对焊接起到不的技术水平,也锻炼了公司的焊接技术管理队伍的创新能力。为同程度的预热作用,影响了焊接时的最高温度,从而影响了焊逢现场加热炉炉管焊接施工起到了关键作用,分析实验达到了预合金元素的烧损,以致减少焊逢中铁素体的含量。因而可得出,期效果。参考文献:表5使用不同层间温控方法铁素体含量对比表1王正樵,吴幼林.不锈钢萋强搪瀛|\t一龟弧电医f、一蜗c9Q2肖纪美.不锈钢的金属学问题100AI约23水冷至室温10.53张文钺.金属熔焊原理及工艺1、∞|\|23穗llll爨奄誊漕\1ll4质量专业理论与务实.北京:中国人事出版社,20071OOA约23空冷温度500。C3.3(收稿日期:2010-3-20)4内自动焊机打底+手工半自动焊技术应用情况在中乌天然气管道工程中,管道二公司IWM机组采用内自动焊机打底+手工半自动焊技术,于2008年l1月25日正式打火开焊,在前期混合气供应不足和设备故障频繁的情况,项目部仍坚持推广该工艺,12月15日,机组趋于正常,焊接速度和质量步步提升。2009年5月,IWM机组以月焊接焊口3069道,日平均焊接焊口99道的好成绩受到业主、局EPC项目部一致好评。机组于5月22日一举创下日焊接158道口的中亚管道全线该工艺的最高纪录。截至2009年12月30日,管道二公司IWM机组在中乌管道工程施工中累计焊接道口,长度178km,焊接一次合格翠95.5%。5结束语内自动焊机打底+手工半自动焊技术是最新研发的一种焊接工艺形式,该工艺首次在中亚天然气管道中应用,并在中乌天。】根焊接I1.5~2rainI5-7minl鑫宕焊机l然气管道施工中取得了巨大的成功。内自动焊机打底+手工半自动焊技术充分发挥了全自动内焊机和手工半自动焊的优点,形成强强组合,为中乌天然气管道工程NO.1线主体提前完工和NO.2线施工作出了巨大的贡献,同时创造了可喜的经济效益。该工艺成功的推广和应用,也为今后国内外大口径长输管道施工提供了一种新的焊接工艺模式。(收稿日期:2010-01—19)461石油化工建设10.o4