

- 173.06 KB
- 2022-04-22 13:43:28 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国地质部部标准DZ5一9一81地质机械产品通用技术条件1981一08一20发布1982一01一01实施中华人民共和国地质部批准
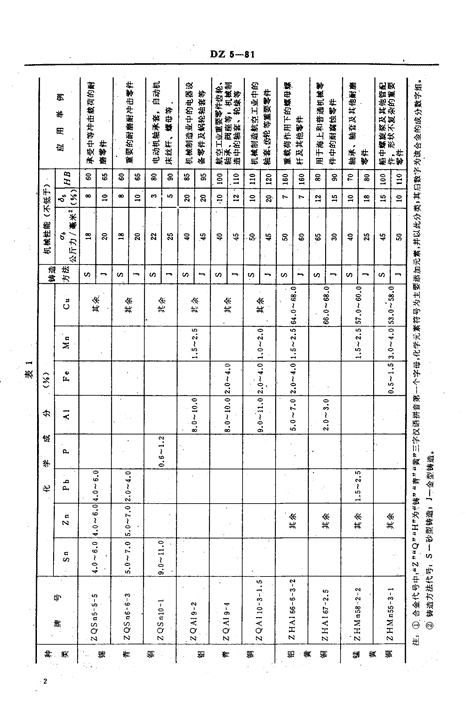
中华人民共和国地质部部标准DZ5一81代替DJ4-62地质机械产品铜铸件通用技术条件本标准适用于砂型、金属型铸造的地质机械用一般铜铸件,而不适用于仪器仪表制造用铜铸件。技术要求1.1铸件的化学成分和机械性能应符合GB1176-74《铸造铜合金》的规定。铸造铜合金应优先选用表1、表2中的规定牌号。对有特殊要求的铜铸件,其技术条件应符合图样和有关技术文件的规定。1.2铸件的几何形状和尺寸应符合图纸的要求。a.尺寸偏差应符合表3的规定。b.筋厚和壁厚偏差应符合表4的规定。铸件的加工余量应符合表5的规定。1.3铸件的拔模斜度应符合JZ68-63《铸件模样拔模斜度》的规定。1.4铸件的错箱量,在加工面上不得超过该处加工余量的三分之二,并保证有不小于1mm的加工余量,在非加工面上不得超过相应的尺寸偏差。中华人民共和国地质部1981-08-20发布1982-01-01实施
DZ5-81·暇谧辈招洲g10.肺侧臼麒件g盼材鹅浙Sr"}so,.任犷申琴趁枷训彭军但伯理御tas,r黔VP故早犁g众扮筷食.汗密男g熙盼狱棘裁侣泊智##rl}任撰H卜址侧口翅洲;r4洲建食翻肠助=)I9k映钟屏妞徽豁阶叫暇外蔺瞬烟州〔9.举}v叫趁早渭邪如侧任笨g届故H.粗#}eH".担棘艘git缺热咖肺豁5?军肺侧阵任髯种解州十丹肠t:任.t:滚肠翻侧钾J}澎握撰烟苏早例卖R}t:界}p裁砷补彭幸万绍吕招吕吕器盆昌_吕吕虽虽邑吕宗2吕呈万四棘十-2OOOO‘门1刀卜卜.粼幸日日吕吕日臼日吕臼坦日巴男日岭卜一,巾兴若搜淤西和目勺软巴吕巴吕留户J写写写冷吕-与尽启吕自容踢霉吊琴‘襄卜瑕毒火暇}1具:+1坦脸叻的切的的的口」门刀的仍那:r:}IIll!IIll肺仁二C,月口O州苗OO仁:苗匆‘巴吧‘】吧O吐,目碳书《《联《中曰之之之’r域摊拭狱斌摊O口C仁炸吕候一冬」暇扑握王拿:担T0叭申报件尹,w令次亨az)1、.尹iC,袱枷布巾a青冬晦i蕊二二石澎饰全侣ii1a,’。烟i扭朴退"雄a酬淞烟半之于。。Iiaz翻刁缤f每角R纲点《《《联.H雄狱;-K拭狱。酬a游ii口·一。。5李2、~中一‘任荤ii中坦卜刁赶板{中卜】烟纲l优如游的一里一!l口0@签)a{。Ia。}aQ}。工}工工}工,胡NG}NNC}NN}N}NN}NN}N
DZ5-81种杂质含最(不大于)(%)牌号类FeAISbSiPSBiMg人sSnZn,PbMn总和锡ZQSn5-5-50.40.050.30.050.051.0育ZQSn6-6-30.40.050.30.050.051.0铜ZQSn10-10.20.020.30.020.020.0050.020.75铝ZQA19-20.050.20.10.050.21.5*0.11.0青ZQAI9-40.050.20.10.050.21.0"0.10.51.0铜ZQAI10-3一1.50.0020.10.010.010.10.5"0.30.75铝ZHAI66一6一3-20.11.01.02.0黄铜ZHAI67-2.50.81.0"1.0"0.51.5锰ZHMn55-3一11.0`0.10.50.51.5黄铜ZHMn58-2-20.81.0"0.12.0"2.0表3精铸件公称尺寸铸件最大尺寸度<50>50-120>120一260>260-500>500^-800>800一1250>1250-2000>2000^-3150I土0.2土0.4<120I士0.6士1.0皿士0.8土1.2I士0.4土06士0.8>120^-260I士0.8士1.2生15皿士1:2士1.4土I7I士0.6士08士1.0土1.2>260一500I士1.0士1.5士2.0士25口士1.3土1.8士2.3士2。8I士0.8士1.0土1.2士1.4士1.6土2.0>500--1250且士I.2士1.8士22士3.0士35士4.5瓜士1.4士2.0士2.4士3.2士3.7士5.0I士1.5土2.0土2。5士3.5土4.0土5.0士6.0土7.0>1250-3150班士2.0士25士3.0士4.0士45士5.5土6.5士8.0。符号的不计人杂质总和。
DZ5-81表4mm铸件壁厚或筋厚铸件最大尺寸精度<6>6一10>10一18>18-30>30-50I士0.4土0.5土0.8土1.0土1.2<500I士0.8士1.0士1。2土1.5士2.0口土1.0土1.2土1.4士1.8土2.4I士0.6士0.8士12士1.5士18>500-1250I士1.0士1.2士1.5士2.0士2。5口士1.4土1.6生1.8生2.4士3.0I士15士20士2.5士3.0>1250m土2.0土2.5士3.0士3.5表3和表4中工级精度适用于尺寸精度和表面光洁度要求较高或大批生产机器造型的铸件,I级精度适用于成批生产硬模铸造:m级精度适用于单件小批生产的手工砂型铸造;如铸件尺寸在图纸上未标注精度等级,一般按m级制造。铸件的尺寸偏差不包括由于铸造拔模斜度引起的尺寸增减。表5mm大量生产成批生产单件生产铸件最大尺寸简单件复杂件简单件复杂件,简单件复杂件G1002.02.52.03.02.03.0100-2002.02.52.03.03.04.0201一3002.02.52.04.04.05.0301一5003.03.03.05.05刀6.0501一8003.04.04.05.05.07.0即1-12004.05O5.0606.08.01201--18004.05.05.07.07.09.01801一26005.06.06.08.08.010.02601--38007.09.09.011.03801一54008.010.010.013.p>54009.012.012.015.0注:①根据零件几何形状、光洁度和精度划分为简单件和复杂件。Q级以上精度和76以上光洁度的零件称为复杂件。②表内数据为铸件底面和侧面的加工余量。③顶面加工余量根据工艺要求确定,未说明时,可按侧面加余量的2倍计算。1.5铸件表面应光洁,其型砂、芯砂和忐骨等应清理干净。
DZ5-811.5铸件的浇冒口,飞刺、多肉、结疤等应铲磨掉,非加工表面应清理得与铸件表面基本齐平,加工表面上允许的残留高应一般不得大于5一lomm,但在加工时可以去掉的或加工工艺所需要的部分除外。1.7铸件的内外表面不允许有严重的粘砂,非加工面应平整,铸字及标志应清晰,其位置、字体应符合图纸的要求。1.8铸件不允许有影响使用性能和外观质量的缺陷存在,如气孔、针孔、缩孔、夹渣、偏析、浇不足、外裂纹、外缩孔、冷隔等。1.9铸件的加工表面允许有经加工可去掉的缺陷存在。铸件的非加工表面和加工后的非主要工作面,允许有少量不影响使用性能和外观质量要求的小缺陷存在,其大小、数量、间距,由制造厂主管单位确定。.1.10需要检查内部质量的铸件和要求气密性或盛放液体的铸件,应按图纸规定进行检查。1.”铸件上的冷隔及严重的砂眼、气孔、渣孔、缩松、氧化和夹渣等缺陷,不允许修补,铸件上的磨擦面、密封面、螺纹部位,重载荷的主要承载部位和承受高温高压。抗腐蚀等部位的缺陷一般不允许修补,如需修补,由制造厂主管单位确定,但必须符合图纸和有关技术文件的规定。2验收规则与试验方法2.1铸件应由制造厂质量检验部门根据本标准和有关技术文件规定检查和验收,并附有本厂产品合格证方能出厂。2.2铸件按化学成分和机械性能的考核要求分为四类见表6。表6一不蒙44厂4}飞r下下.一一铸4"1:雨41!学成芬和抗械性能考核要求一类化学成分、机械性能二类机械性能三类化学成分四类不作考核铸件类别由有关单位而定。2.3对化学成分和机械性能有考核要求的铸件,必须每炉取样进行检验,对原材料和工艺稳定的定型产品,允许抽检。化学成分的测定按冶金部有关标准进行。机械性能的测试方法和要求,按JB2121-77《铜合金铸件技术条件》的规定进行。2.4铸件性能不合格时,可用热处理方法进行调整。3标志与包装3.1铸件检验合格后,应在明显的非加工表面注上合格印记,重要铸件应打上钢印。如毛坯件出厂,应同时附上制造厂的产品合格证。合格证上应写明:。.铸件的名称、图号及合金代号,b.试验结果(包括化学成分和机械性能);c.fhl浩厂么欢乃B期附加说明本标准由地质部勘察技术研究院提出‘本标准由重庆探矿机械厂起草。自本标准实施之日起,原中华人民共和国地质部勘探机械专业(试行)DJ4-62《铜铸件通用技术条件》作废。'
您可能关注的文档
- DZ4-1981地质仪器仪表产品型号编制方法.pdf
- DZ40-1985地热资源评价方法.pdf
- DZ41-1986区域地质图地理底图编绘及地质图请绘规程比例尺1:50000.pdf
- DZ43-1986DDC-2β电子自动补偿仪.pdf
- DZ44-1986城镇及工厂供水水文地质勘察规范.pdf
- DZ45-1987立轴式地质岩心钻机技术条件.pdf
- DZ47-1987石油地震勘探技术规范.pdf
- DZ48-1987岩石中有机碳分析方法.pdf
- DZ49-1987岩石和沉积物中有机抽提物分析方法.pdf
- DZ50-1987原油及有机物抽提物族组分析方法.pdf
- DZ51-1987饱和烃气相色谱分析.pdf
- DZ52-1987岩石中分离酷根的方法.pdf
- DZ53-1987沉积岩石分散有机质中镜质组反射率测定方法.pdf
- DZ54-1987GJX-1型袖珍经纬仪.pdf
- DZ55-1987城市环境水文地质工作规范.pdf
- DZ56-87地面高精度磁测技术规定.pdf
- DZT0001-1991区域地质调查总则(1:50000).pdf
- DZT0002.1-1991含煤炭系钻孔岩芯描述标准-沉积构造部分.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明