

- 200.77 KB
- 2022-04-22 13:40:06 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
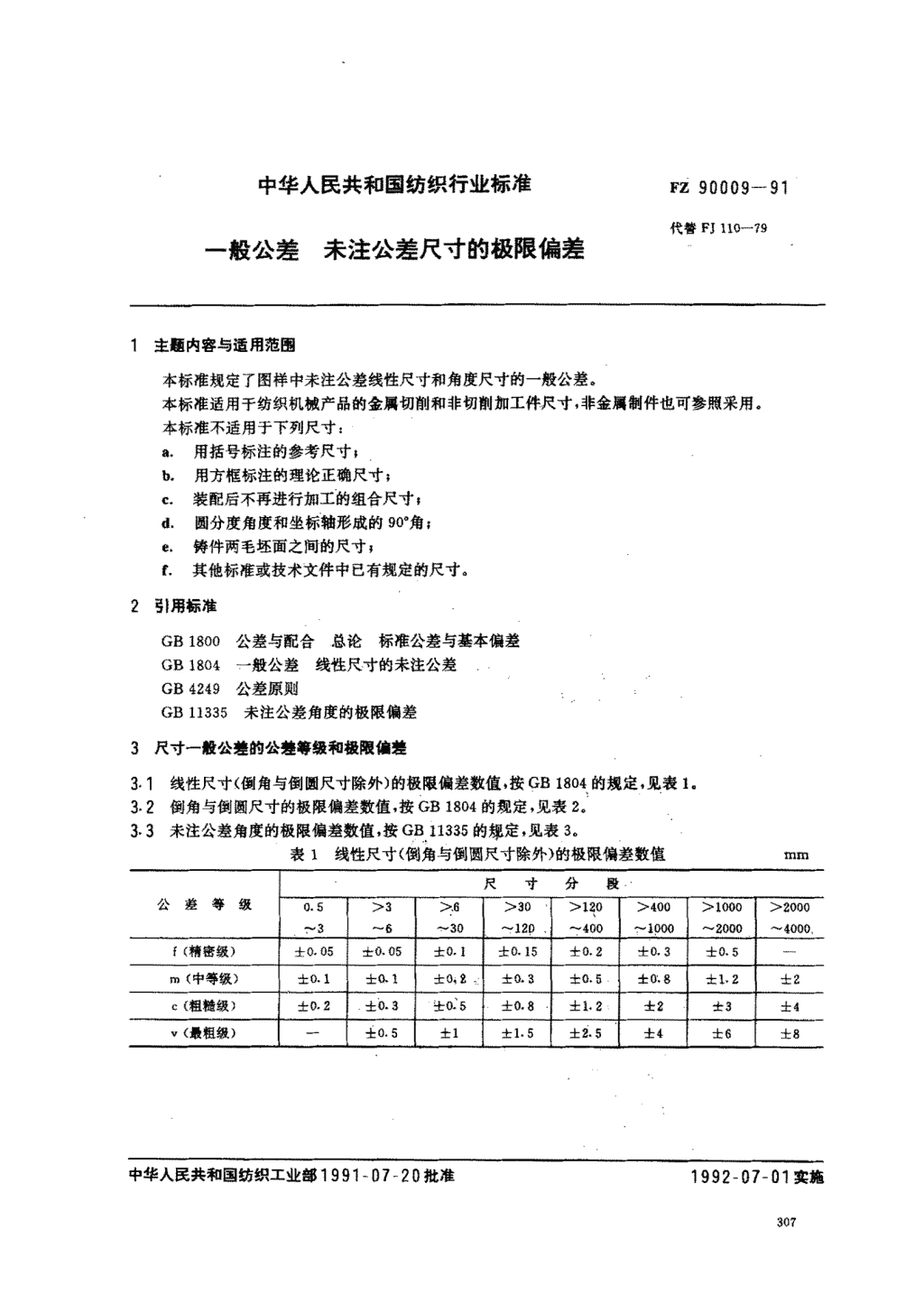
'中华人民共和国纺织行业标准Fz90009一91代替Fl110-79一般公差未注公差尺寸的极限偏差1主肠内容与适用范围本标准规定了图祥中来注公差线性尺寸和角度尺寸的一般公差。本标准适用于纺织机械产品的金属切削和非切削加工件尺寸,非金属制件也可参照采用。本标准不适用于下列尺寸:a.用括号标注的参考尺寸,b.用方框标注的理论正确尺寸;。.装配后不再进行加工的组合尺寸;d.圆分度角度和坐标轴形成的900角;e.铸件两毛坯面之阿的尺寸;f其他标准或技术文件中已有规定的尺寸。2引用标准GB180。公差与配合总论标准公差与基本偏差GB1804一般公差线性尺寸的未注公差GB4249公差原则GB11335未注公差角度的极限偏差尺寸一般公差的公位等级和极限偏差3.1线性尺寸(倒角与倒圆尺寸除外)的极限偏差数值,按GB1804的规定,见表1.3-2倒角与倒圆尺寸的极限偏差数值,按GB1804的规定,见表2,3.3未注公差角度的极限偏差数值,按GB‘11335的规定,见表3,表1线性尺寸(倒角与倒圆尺寸除外)的极限偏差数值尺寸分段公差等级>30>20000-v.53>-3g->-3.fi0^120>^-14200}>1400以0!>^21000^4000.f(精密级)士0.05士0.05士0.1士0.15士02士03士0.5m(中等级)士0.1士0.1士o,2-士0.3士0.5士o.8士12士2c〔粗枪级】士02士a.3士o:s士0公士12士2士3士4v(最粗级)士0.5士1士1.5士2.5士4士6士8中华人民共和国纺织工业部1991-07一20批准1992一07一01实施
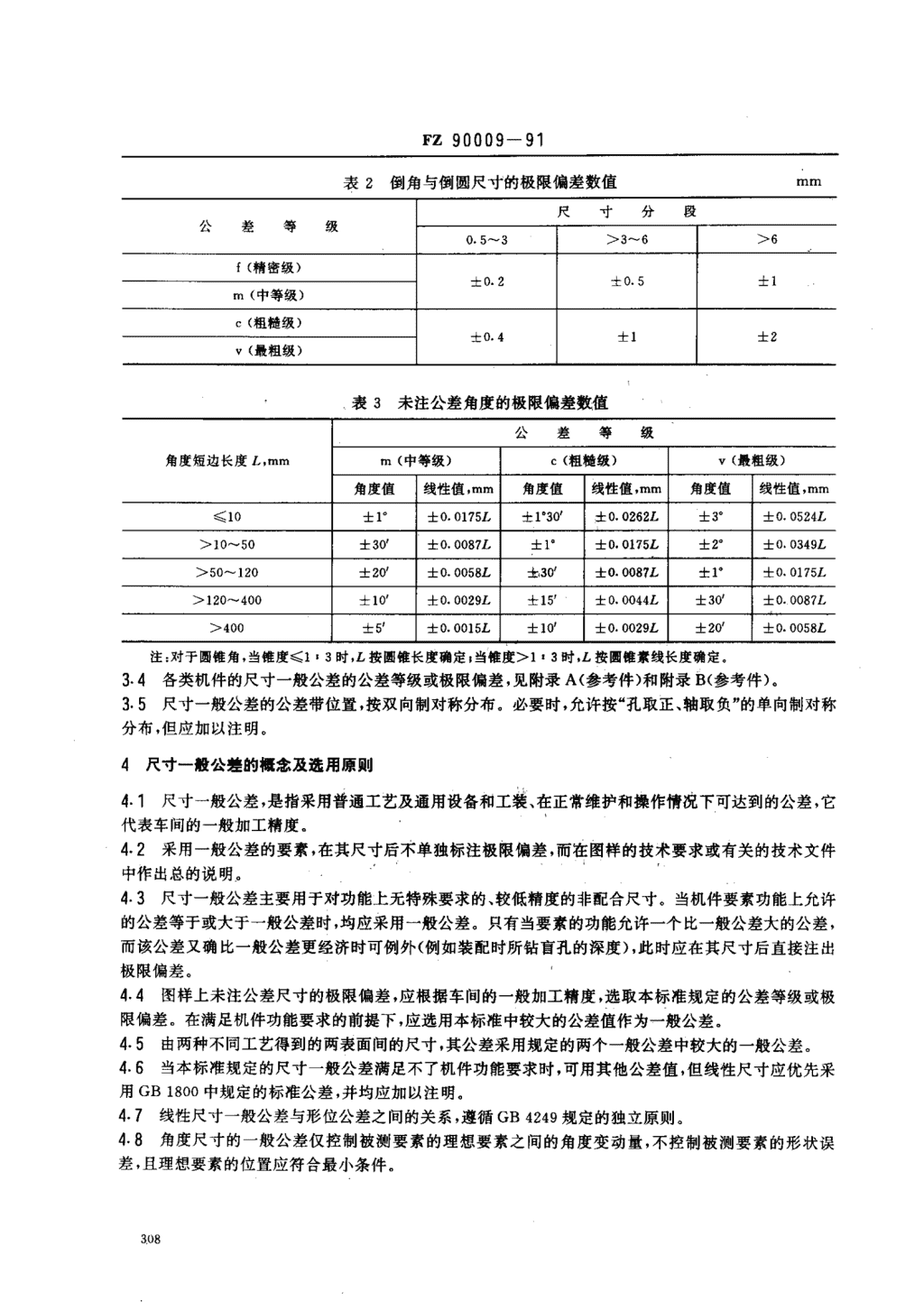
Fz90009一91表2倒角与倒圆尺寸的极限偏差数值尺寸分段公差等级0.5^3>3~6>6f(精密级)士0.2士0.5士1m(中等级)c(粗糙级)士0.4士1士2v(最粗级)表3未注公差角度的极限偏差数值公差等级角度短边长度L,mmm(中等级)c(粗糙级)v(最粗级)角度值线性值,mm角度值线性值,mm角度值线性值,mm镇10士10士0.0175L士1030"土0.0262L士30士0.0524L>10-50士30"士0.0087L士1.士0.0175L士2-士0.0349L>50-120士2。,士0.0058L出30"士0.0087L士10生0.0175L>120-400士10"士0.0029L士15"士0.0044L士30"士0.0087L>400士5,士0.0015L士10"士0.0029L士20"士0.0058L注:对于回锥角,当锥度(1:3时,L按圆锥长度确定.当锥度>1:3时,L按画锥素线长度确定.3.4各类机件的尺寸一般公差的公差等级或极限偏差,见附录A(参考件)和附录B(参考件)。3.5尺寸一般公差的公差带位置,按双向制对称分布。必要时,允许按“孔取正、轴取负”的单向制对称分布,但应加以注明。4尺寸一般公袭的概念及选用原则4.1尺寸一般公差,是指采用普通工艺及通用设备和工袭、在正常维护和操作情况下可达到的公差,它代表车间的一般加工精度。4.2采用一般公差的要素,在其尺寸后不单独标注极限偏差,而在图样的技米要求或有关的技术文件中作出总的说明,4.3尺寸一般公差主要用于对功能上无特殊要求的、较低精度的非配合尺寸。当机件要素功能上允许的公差等于或大于一般公差时,均应采用一般公差。只有当要素的功能允许一个比一般公差大的公差,而该公差又确比一般公差更经济时可例外(例如装配时所钻盲孔的深度),此时应在其尺寸后直接注出极限偏差。4.4图样上未注公差尺寸的极限偏差,应根据车间的一般加工精度,选取本标准规定的公差等级或极限偏差。在满足机件功能要求的前提下,应选用本标准中较大的公差值作为一般公差。4.5由两种不同工艺得到的两表面间的尺寸,其公差采用规定的两个一般公差中较大的一般公差。4.6当本标准规定的尺寸一般公差满足不了机件功能要求时,可用其他公差值,但线性尺寸应优先采用GB180。中规定的标准公差,并均应加以注明。4.7线性尺寸一般公差与形位公差之间的关系,遵循GB4249规定的独立原则。4.8角度尺寸的一般公差仅控制被测要素的理想要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。
FZ90009一915尺寸一般公差的表示方法及示例5.1当尺寸一般公差的公差等级和极限偏差均符合表1一表3时,用国家标准GB1804标准号或GB11335标准号和公差等级符号表示。例1:未注尺寸公差按GB1804-m例2:未注角度公差按GB11335-v5.2当尺寸一般公差的公差等级符合表1一表3的规定,但要求孔、轴公差带位置按单向制分布时,应在公差等级符号后注明“(单向)”。例:未注尺寸公差按GB1804-m(单向)5.3当线性尺寸一般公差采用GB1800中的标准公差时,用标准公差代号及等级数值表示。若要求孔、轴公差带位置按单向制分布时,应在标准公差等级后注明“(单向)’。例1:未注尺寸公差按IT14例2:未注尺寸公差按IT14(单向)当尺寸一般公差符合表A2、表A3、表A4,表A7、表A8和表B3的规定时,用本标准的标准号表5T.一例:未注尺寸公差按FZ90009
FZ90009一91附录A金属件尺寸一般公理(参考件)A1金属切削加工件尺寸一般公差的公差等级,见表Al,表Al尺寸分类结构要素特征及使用要求公差等级两加工面之间m加工面与非加工面(基准毛坯面)之间c,V线性尺寸精装配用m两加工孔中心距中等及粗装配用C精度要求较高的精密机件f,.角度精度要求一般的机件cA2用于配合的倒圆半径和倒角高度尺寸的极限偏差,见表A2,表A2mm羞本尺寸结构尺寸及代号0.2-0.4>0.4-3>3-6>6内角倒圆半径R、倒角高度C一吕.:一名.4-01夕2外角倒圆半径R,、倒角高度C,拾02+0.‘屯‘+02A3钻孔深度及螺纹长度尺寸的极限偏差,见表A3,表A3宝n幻1钻孔深度螺距尸(0.60.7-1-251.5-2.53^-4(6>6-30>30-120螺纹长度极限偏差士1士15士2+乙+若+3言+05表A4I刀】11自由锻件冷顶锻件锻件断面直径和高度凹档直径和深度长度基本尺寸直径和长度合金钢碳素钢合金钢碳素钢合金钢碳家钢高度蕊30士1士1士1士2士2士3士0.4士1>30-80士I5土2士2士3士3士4士0.6士1.5>80^-120士1.8士2士2士3士3土6士0.8士1.8310
Fz90009一91续表A4自由锻件冷顶锻件锻件断面直径和高度凹档直径和深度长度直径和基本尺寸‘长度合金钢碳素钢合金钢碳索钢合金钢碳素钢高度>120-250士2.3士3土3士4士4士B士1士2.3>250-400士3士4士4士6士6士12士1.2士3>400士4士5士5士7士7士13士1.5士4A5金属冷冲压件尺寸一般公差的公差等级,见表A5,裹A5公差等级制造工艺结构要索板材厚度S-<3mm板材厚度S>3^-6mm孔、轴直径和长度mc平冲裁圆弧半径cv面与同一零件联结mm孔中心距、孔组间距冲不与同一零件联结cC冷压孔边距cV冲冲裁角度v压弯曲长度、拉深直径和卷圆直径cV成带凸缘拉深件拉深深度CV形翻边高度、加强筋和加强窝高度vV冲压成形圆弧半径vV弯曲角度vV剪切下料线性尺寸(剪切宽度)c亡,V卷圆、卷边、弯曲半径、弯边、翻孔、搭冷作件vv接、咬口、压拐尺寸A6焊接加工结合件尺寸一般公差的公差等级,见表A6,表A6制造工艺及组成尺寸公差等级由切削加工件组成的线性尺寸C由冷冲压件或冷作件组成的线性尺寸v由冷冲压件或冷作件与切削加工件组成的线性尺寸C}V焊接后再进行切削加工所形成的角度C焊接件角度直接由焊接所形成的角度VA7.1管子和棒料弯曲半径尺寸的极限偏差,见表Ale311
Fz90009一91表A7mm管子和棒料弯曲半径尺直径D簇30>30-80>80-120>120-250>250镇10士1士2士3士4士5>10-18士2士3士4士5士6>18-30士4士5士6士8>30士6土8士10A7.2管子和棒料弯曲角度一般公差的公差等级,按表3的v级规定。A7.3管子弯曲处直径差的公差(用两点法测量),见表A8,表A8mnl管子直径D管子弯曲半径R(10>10-18>18-30>30(3D1.52.5355.5>3D11.52.53.5附录B非金属件尺寸一般公理(参考件)B1塑料件尺寸一般公差的公差等级,见表B1。表中a,b类尺寸的含义见图B1,表B1制造工艺及结构耍素公差等级e类尺寸的孔、轴m,c热固性塑料:类尺寸的长度、b类尺寸C塑压件(压制、压注和注射成形件)a类尺寸的孔、轴C.v热塑性塑料a类尺寸的长度、b类尺寸v切削加工面线性尺寸幻1,C延伸件线性尺寸C,V塑料件角度v注:b类尺寸的一般公差允许在本标准规定的基础上再附加0.2m..312
Fz90009一91扭具活动部分运动方向图B1a一不受模具活动影响的尺寸b一受模具活动影响的尺寸B2橡胶件尺寸一般公差的公差等级,见表B2,表B2尺寸分类制造工艺公差等级模具成形面C,V线性尺寸切削加工面V角度模具成形面、切削加工面VB3陶瓷件尺寸的极限偏差,见表B3o表B3nlnl基本尺寸L(6>160二::>-4180>-480^>18000>^-1020>21200线性尺寸士0.4土0.5士0.7士1.1士2士2.5士3士4角度(正切线性值)士50(士0.0873L)士4-(士0.0698L)士30(士0.0524L)士2-(士0.0349L)B4木制件尺寸一般公差的公差等级,见表B4,表B4尺寸分类木材含水率,%公差等级(12的】,C线性尺寸>12-16C,V>16-18V角度镇18V313
Fz90009一91B5有机玻璃切削加工件尺寸一般公差的公差等级,按表I一表3中的c级规定。附加说明:本标准由纺织工业部纺织机械研究所归口。本标准由沈阳纺织机械厂、上海第四纺织机械厂负责起草.本标准主要起草人何其昌、周景运.'
您可能关注的文档
- FZ81001-1991睡衣套.pdf
- FZ81003-91男女儿童单服装.pdf
- FZ81004-1991连衣裙、裙套.pdf
- FZ81006-1992牛仔服装.pdf
- FZ81014-2008婴幼儿服装.pdf
- FZ82002-1992缝制帽.pdf
- FZ90001-1991纺织机械基础标准纺织机械产品包装.pdf
- FZ90002-1991纺织机械织轴螺纹牙型.pdf
- FZ90004-1991经纱管和纬纱管检验规则.pdf
- FZ90010-1991电动机底轨尺寸.pdf
- FZ90016-1991零件的铸刻字.pdf
- FZ90034-1992纺织机械织机工作宽度.pdf
- FZ90035-92纺织机械整经轴术语和主要尺寸.pdf
- FZ90036-92纺织机械织轴术语和主要尺寸.pdf
- FZ90043-1992纺织机械术语织机零部件术语.pdf
- FZ90043-92纺织机械术语织机零部件术语.pdf
- FZ90044-93染整机器公称宽度.pdf
- FZ90045-93纺织机械产品型号的编制和管理.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明