

- 273.71 KB
- 2022-04-22 13:31:53 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'Fz/T42004-1997前言近年来,我国筒装桑蚕经纬捻线丝国内外市场需求扩大,产量亦不断增加。由于纹装捻线丝与筒装经纬捻线丝的卷装形式不同,加工工艺亦不尽相同,因此两者的内在品质与外观品质亦有差异。为保证产品质量,满足用户要求,需在行业内制定统一的标准。本标准参照日本通商产业省令40号“日本经纬线丝"(绞装)标准,特级及以上筒装经纬捻线丝相当于国际先进水平。本标准由中国纺织总会提出。本标准由全国丝绸标准化分技术委员会归口。本标准负责起草单位:浙江省丝绸联合公司、浙江丝绸科学研究院。本标准协作起草单位:杭州经纬线厂、桐乡富德制丝总厂、新昌丝织总厂。本标准主要起草人:卞幸儿、范维薇、郑振屏、陈娟凤、刘彩娟。
中华人民共和国纺织行业标准FZ/T42004-1997筒装桑蚕经纬捻线丝Throwsilkofwarpandweftincones1范围本标准规定了筒装桑蚕经纬捻线丝的标记、要求、检验方法、检验规则、标志、包装。本标准适用于各种捻度规格、9根及以下其原料纤度33D(37dtex)及以下的简装桑蚕经纬捻线丝(以下简称筒装捻线丝)的品质评定。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB2543.1-89纱线捻度的测定直接计数法GB8170-87数值修约规则GB8693-88纺织纱线的标示GB8694-88纺织纱线及有关产品捻向的标示GB/T14033-92桑蚕经纬捻线丝3定义按GB/T14033-92中第3章的规定。简袭捻线丝的标记筒装捻线丝的标记、符号按GB8693规定。长丝符号:f.捻向按GB8694规定.共求一「5.1简装捻线丝的公定回湘率海「认拓,回潮率不得低于80or不得超过14%>5.2N装UR理指称要枣平攀一‘劝执斌革消净引用原A生攀两举孕公Milk证书中成绩。中国纺织总会1997一10一08批准1998一01一01实施
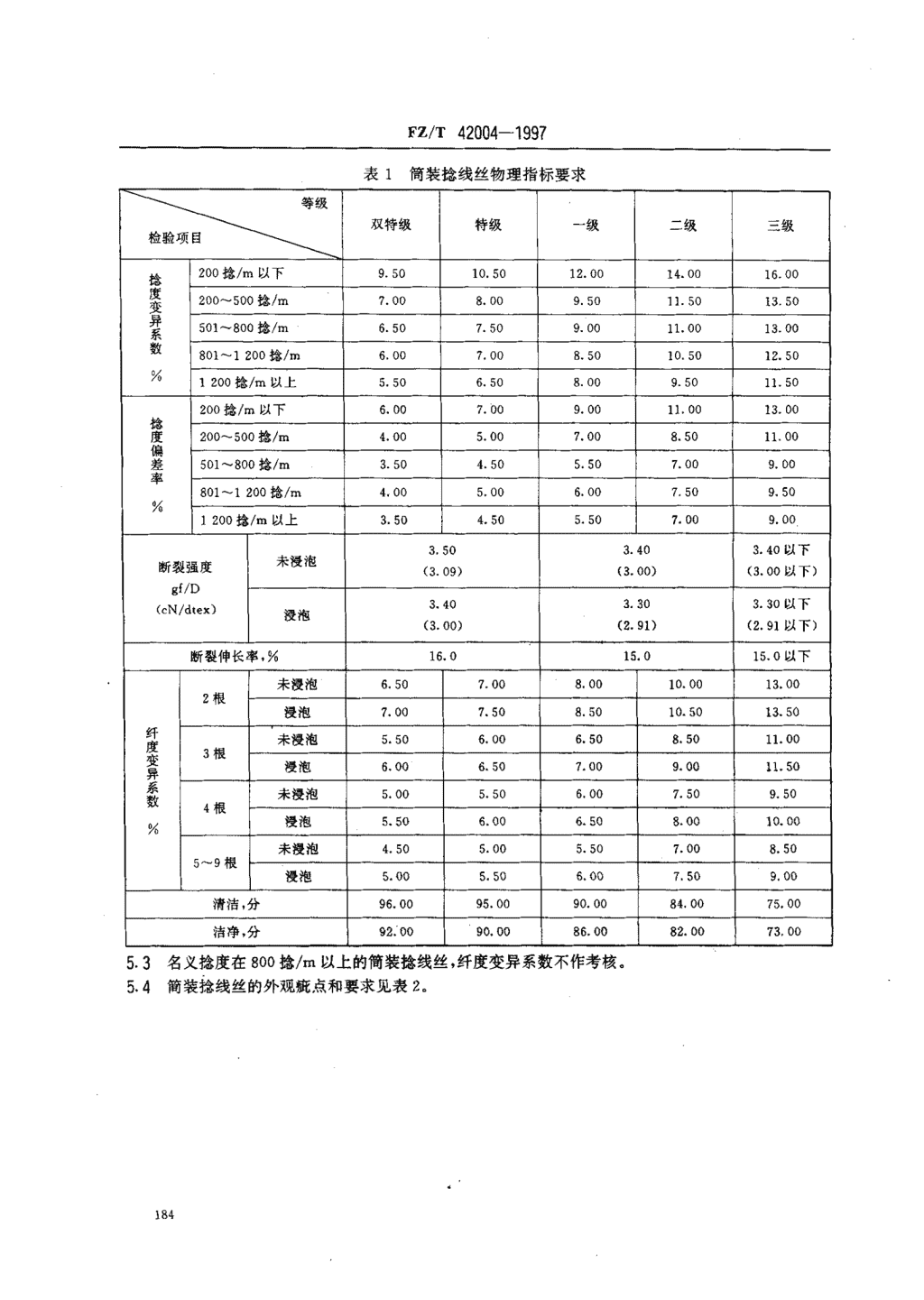
Fz/T42004-1997表1筒装捻线丝物理指标要求fi3V}}双特级特级一级二级三级200捻/m以下9.5010.5012.0014.0016.00婆200^-500捻/m7.008.009.5011.5013.50鬓501-800捻/m6.507.509.0011.0013.00系数801-1200捻/m6.007.008.5010.5012.50%1200捻/m以上5.506.508.009.5011.50200捻/m以下6.007.009.0011.0013.00捻度200-500捻/m4.005.007.008.5011.00偏差501-800捻/m3.504.505.507.009.o0率801-1200捻/m4.005.006.007.509.SO%1200捻/m以上3.504.505.507.009.003.40以下未浸泡断裂强度(:.::)(:,::)(3.00以下)gf/D3.30以下(cN/dtex)浸泡〔:’::)(;.::)(2.91以下)断裂伸长率,%16.015.015.0以下未浸泡6.507.008.0010.0013.002根浸泡7.007.508.5010.5013.50纤未浸泡5.506.006.508.5011.00度3根变浸泡6.006.507.009.0011.50异系未浸泡5.005.506.007.509.50数4根浸泡5.506.006.508.0010.00%未漫泡4.505.005.507.008.505-9根浸泡5.005.506.007.509.00清洁,分96.0095.0090.0084.0075.00洁净,分92.0090.0086.0082.0073.005.3名义捻度在800捻/m以上的筒装捻线丝,纤度变异系数不作考核。5.4简装捻线丝的外观疵点和要求见表2。184
Fz/T42004-1997表2筒装捻线丝外观疵点名称和批注范围疵点名称疵点说明批注数量筒1MR单丝或股丝松紧不一,呈小麻花状拉白丝张力过大,光泽变异,丝条拉白股线中比规定出现多根(股)或缺根(股),长度在多根(股)与缺根股1.5m及以上者主要疵点双线双线长度在1.5m及以上者污染丝丝条被异物污染丝筒两端不平整.高低差4mm者或两端塌边有松紧成形不良丝层10缩曲丝定型后丝条呈卷曲状-8切丝股丝中存在一根及以上的断丝-10色不齐筒与简之间.颜色程度差异较明显-20色圈同一丝筒内颜色程度差异较明显一10杂物飞入废丝或杂物带入丝筒内-10一般疵点长结结端长度在‘mm以上筒子重2相差在15%以上者,即丝筒不匀大筒重t一小筒重量X100>15%大筒重量丝简一端丝条跳出,其弦长:菠萝形大头为50mm.圆跳丝柱形为30mm5.5分等规定5.5.1简装捻线丝品质分级以批为单位,依据筒装捻线丝的物理指标和外观疵点的综合成绩,分为双特级、特级、一级、二级、三级和级外品.5.5.2基本等级规定.受验筒装捻线丝根据物理指标检验结果,以其中最低一项成绩确定简装捻线丝基本等级,若任何一项低于三级指标时,作级外品。5.5.3外观疵点的降级规定外观检验评为稍劣者,依5.5.2条所确定的等级再降一级。若按5.5.2条评为三级品者,则降为级外品。若外观检脸评为级州品,则二律作级外品。5.5.4凡发现产品不符合品种规格要求,原料福批,应作级外品处理,并在检验单上注明。6检验方法6.1’抽样6.1.1抽样方法在外观检验的同时,抽取品质检验用样丝10简,抽样时遍及箱与箱内不同部位:上层4筒、中层3筒、底层3简。每箱限抽一筒,待品质检验结束后,将样筒放回原箱。另,在任意四箱中抽取重量样丝各一筒,共4简,每筒从表层剥取约100g质量(重量)检验用丝,然后将筒子作出标记后放回原箱。6.1.2抽样数量
Fz/T42004-1997重量和品质检验用祥丝数量见表30表3抽样数量检验项目样丝份数每份样丝筒数重量检验品质检验62重量检验621设备a)台秤:量程100^200kg,最小分度值0.02kg;6)台秤:量程。一500g,最小分度值1g;。)工业天平:量程。一1000g,最小分度值。.01g;d)带有天平的烘丝设备。6.2.2检验规程6.2.2.1净重样丝回箱后的全批受验丝,逐箱在台秤上称重并复核,得出“毛重”。“毛重”复核时允许差异为0.oikg,以第一次称重为准。用台秤及天平称出5只纸箱(包括其中的定位纸板、防潮纸等)的重量,加上简管平均重量(使用前称计)以及包丝纸(纱套)的重量,以此推算出全批受验丝的包装用品重量。将全批毛重减去全批的包装用品重量,即为全批丝的“净重”。6.2,2.2湿重将剥取的重量检验样丝分成两份,立即在天平上称重并复核,得出每份湿重。湿重复核时允许差异为0.10g,以第一次称重为准。两份样丝间的湿重允许差异规定在20g以内。6.2-2.3干重将称过重的样丝松散放置在供箱内,以140^-145℃的温度烘至恒重,得出干重。相邻两次称重允许差异为。1.09以内。6.2.3检验结果计算6.Z3.1回潮率按式(1)计算,计算结果精确到小数两位。二一G^G0X100二。,。。,一。⋯。.,二‘⋯⋯,,,二(1)L,。式中:w—回潮率,写;G—样丝湿重,9;Go—样丝干重,9。若两份样丝的回潮率差异不超过1%,则以两份样丝的湿重之和和干重之和计算该批丝的回潮率;若差异超过1%,则应抽取第三份样丝,按6.2.2.2和&.2.2.3得出湿重与干重,再与前两份样丝的湿重和干重合并计算为该批丝的回潮率。6.2-3.2公量按式(2)计算,计算结果精确到小数两位。100+WkGk二G;X...........·....⋯⋯,〔2)100+W式中:Gk—公量,kg;G—净重,kg;W、—公定回潮率,%;W—实际回潮率,%。
Fz/T42004-19976.3品质检验6.3.1外观检验6.3.1.1设备a)集光装置:光源装在集光灯罩内,以一定的距离使光线柔和地照射在丝简上,其照度为(500士50xx;b)检验台。6.3.1.2检验规程将全批受验丝每箱各部位抽取外观样简30只,一批10箱共抽300只。逐简拆除包丝纸或纱套,放在检验台上,用手将筒子倾斜300^-400,转动一周,检查简子的端面和侧面,以感官检定全批丝的外观质量。发现表2各项外观疵点的丝简,必须剔除;若达到表2规定的批注数量,则给予批注。色不齐和色圈,如两项均为批注起点,可批注一项.6.3.1.3外观评等外观评等分为良、普通、稍劣、级外品。良:丝筒成形良好,光泽软硬略有差异,有一项轻微疵点者。普通:丝简成形一般,光泽软硬有差异,有一项以上轻微疵点者。稍劣:主要疵点1--2项或一般疵点1^-3项或主要疵点1项和一般疵点1-v2项者。级外品:超过稍劣范围者。6.3.2捻度检验6.3.2.1设备a)捻度试验仪,b)挑针。6.3-2.2检验规程按GB2543.1规定测试捻度,当筒装捻线丝的名义捻度在800捻/m及以下时,将捻度试验仪夹头距离调整为500mm,当名义捻度在800捻/m以上时,将夹头距离调整为250mm,预力。张力矗gf/D(0.05cN/dtex),每只丝筒试验两次,共测20次。6.3-2.3检验结果计算按GB/T14033-92中6.3.2.3规定。6.3.3断裂强度及伸长率检验6.3.3.1设备a)复丝强力机:里程0^-490N(0-50娜),附有自动记豪器,夹头距离为100mm,下夹头下降速度150mm/min=b)工业天平:童程0-1000g,最小分度值0.01g.6.3.3.2检验规程取丝筒5个,按表4规是卷取样丝5饺.’一’一表奋样丝卷绕回数名义纤度.D(dtex)每纹样丝回数.回33(37)友以下30034^-50(38^-55)20010051^-300(5^111)·101(112)及以上50将样丝在温度(20土2)r-,相对湿度(65士5)肠的检验室中调湿平衡12h以上后方可检验。平衡后
FZ/T42004--1997的样丝称计重量后,将样丝理直平行,松紧适当夹于强力机上,按规定的夹头距离及下降速度,调整自动记录器进行检验根据强力记录图表,得出断裂伸长率,读数精度为1%,断裂强力,读数精度为IN(对9.807kgf).6.113检验结果计算按GB/T14033-92中6.3,3.3规定,6.3.4纤度变异系数检验6.3.4.1设备a)纤度机:机框周长1.125m,速度270^-300r/min,附有计数及自停装置;b)纤度秤:旦尼尔秤或电子纤度仪;c)工业天平:量程。-200g,最小分度值0.01g,6.34.2纤度丝数量、长度及纤度总和与纤度总量间的允许差异规定见表50表5不同纤度总量间的允许差异规定筒装捻线丝每批纤度丝每纹纤度丝每组纤度总和与纤读数精度名义纤度数量回数度总量间允许差异DnD(dtex)绞回(dtex)(dtex)}33(37)及以下100400(33..859)(00.1556)34-100100100(77..708)(:1Il}(38110)10014,0100100(110)以上(15.56)(2.*222)6.3-4.3检验规程将丝筒用纤度机按表5规定卷取纤度丝,将卷取的纤度丝以50绞为一组,逐绞在纤度秤上称记,求得“纤度总和”,然后分组在天平秤上称得“纤度总量”,两者之间允许差异见表5,超过规定时,须逐绞复称至允许差额以内为止。6.3-4.4检验结果计算按GB/T14033-92中6.3.4.4规定。6.4各检验结果计算数据在所规定的精确程度以外的数字取舍按GB817。修约。7检验规则7.1抽样与组批简装捻线丝以原料生丝批次同一品种,同一规格组批,每批为10箱。抽样方法与抽样数量按6.1.1和61.2规定。也可20箱组批,若20箱组批时,则抽样数量及有关检验项目按比例计算。又2交收检验检验机构以批为单位,按照本标准规定进行重量和品质检验,并评定筒装桑蚕经纬捻线丝的等级。7.3复验按GB/T14033-92中7.3规定。因运输或保存不当,致使产品质量受到影响,变质或发生损伤时,应查明责任,并由责任方承担损7.一
FZ/T42004-1997a标志和包装8.1简装捻线丝的整理和重量规定见表6<表6整理和重量规定简装形式菠萝形圆柱形筒子平均直径,mmp2o士10起始导程,mm200士10丝层长度200士10终了导程,mm150士10筒子打双套结.根据贸易需要,外包包丝纸或纱套或封塑,简子大小头颠倒内包装或小头向上排列,穿入纸箱孔内,箱内四周六面衬防潮纸每筒重f.g460^540每箱净t,kg30土2每箱筒数,只56^-6010每批箱数,箱、每批筒数,筒560^600每批净重或公lk为280^-315纯.8.2纸箱质量和装箱规定见表7,表7纸箱质量和装箱规定筒装形式菠萝形回柱形装箱排列每箱三层.每层四盒,每盒五筒纸箱质t用瓦拐纸制成,坚韧,牢固.整沽纸箱规格〔内壁尺寸)长:730mm;阔,630mm;高,735mm每只纸箱外按统一规定印字、徐防潮剂。丝批出厂前印尉检验号、包件号,纸箱印刷宇迹必须清晰,封前放入检验对照表、商标,纸箱横面右上角贴有标签,纸箱箱面用胶带封封箱包扎口,并用塑料带捆扎成#字形,以保护纸箱便于运翰8.3产品包装应牢固、安全和便于运抽,使产品不受报伤和受潮。8.4对标志、包装、整理和重f有特殊要求者,可另订协议。189'
您可能关注的文档
- FZT41001-94桑蚕绢纺原料.pdf
- FZT41002-1999柞蚕挽手.pdf
- FZT41003-2010桑蚕绵球.pdf
- FZT41004-1999柞蚕绵条.pdf
- FZT42001-1993柞蚕药水丝.pdf
- FZT42002-1997桑蚕绢丝.pdf
- FZT42002-2010桑蚕绢丝.pdf
- FZT42003-1997桑蚕筒装绢丝.pdf
- FZT42003-2011筒装桑蚕绢丝.pdf
- FZT42005-1998桑蚕双宫丝.pdf
- FZT42005-2005桑蚕双宫丝.pdf
- FZT42006-1998桑蚕蚰丝.pdf
- FZT42008-2005竹绢丝.pdf
- FZT42009-2006桑蚕土丝.pdf
- FZT42010-2009粗规格生丝.pdf
- FZT42011-2012色纺桑蚕筒装绢丝.pdf
- FZT43001-2010桑蚕紬丝织物.pdf
- FZT43002-1991涤纶仿真丝丝织物.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明