

- 291.61 KB
- 2022-04-22 13:31:53 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'Fz/T42005-1998前言本标准是对FJ/T286-1984的修订,标准中的纤度偏差采用均方差计算,对特殊疵点指标水平进行调整。本标准参考日本昭和48年12月18日48横生第2421号发布(平成7年12月18日7横消技第957号修订)的双宫丝分级及检验方法标准。标准中特级及以上桑蚕双宫丝相当于国际先进水平。本标准自实施之日起,代替FJ/T286-1984,本标准由国家纺织工业局提出。本标准由全国丝绸标准化分技术委员会归口。本标准负责起草单位:杭州利华丝绸集团公司(余杭市双宫丝厂)、浙江丝绸科学研究院、浙江省丝绸联合公司。本标准主要起草人:俞从海、周颖、卞幸儿、全松竹、范维薇、蔡彩凤。
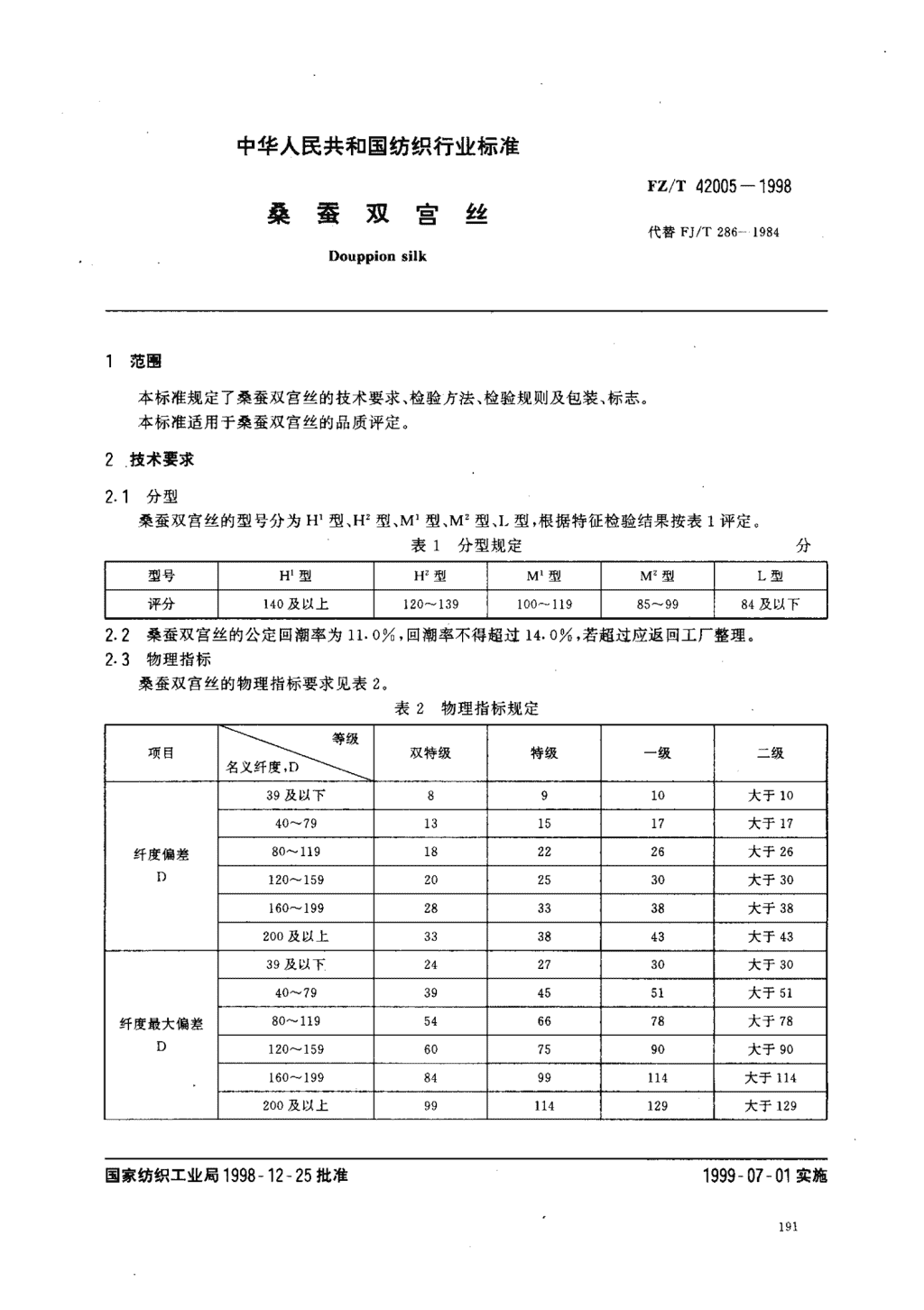
中华人民共和国纺织行业标准Fz/T42005一1998桑蚕双宫丝代替FJ/T286-1984Douppionsilk1范围本标准规定了桑蚕双宫丝的技术要求、检验方法、检验规则及包装、标志。本标准适用于桑蚕双宫丝的品质评定。2技术要求2.1分型桑蚕双宫丝的型号分为H"型,W型,M"型、M,型、1型,根据特征检验结果按表1评定表1分型规定分型号H,型H`型M"型MZ型L型评分14。及以上120-139100--11985--9984及以下2.2桑蚕双宫丝的公定回潮率为11.000,回潮率不得超过14.0,若超过应返回工厂整理。2.3物理指标桑蚕双宫丝的物理指标要求见表2表2物理指标规定项目赢t,D双特级特级一级二级39及以下8910大于104079131517大于17纤度偏差80^-119182226大于26D120-159202530大于30160---199283338大于38200及以上333843大于4339及以下242730大于3040^79394551大于51纤度最大偏差80^-119546678大于78D120^-159607590大于90160---1998499114大于114200及以上99114129大于129国家纺织工业局1998一12一25批准1999一07一01实施191
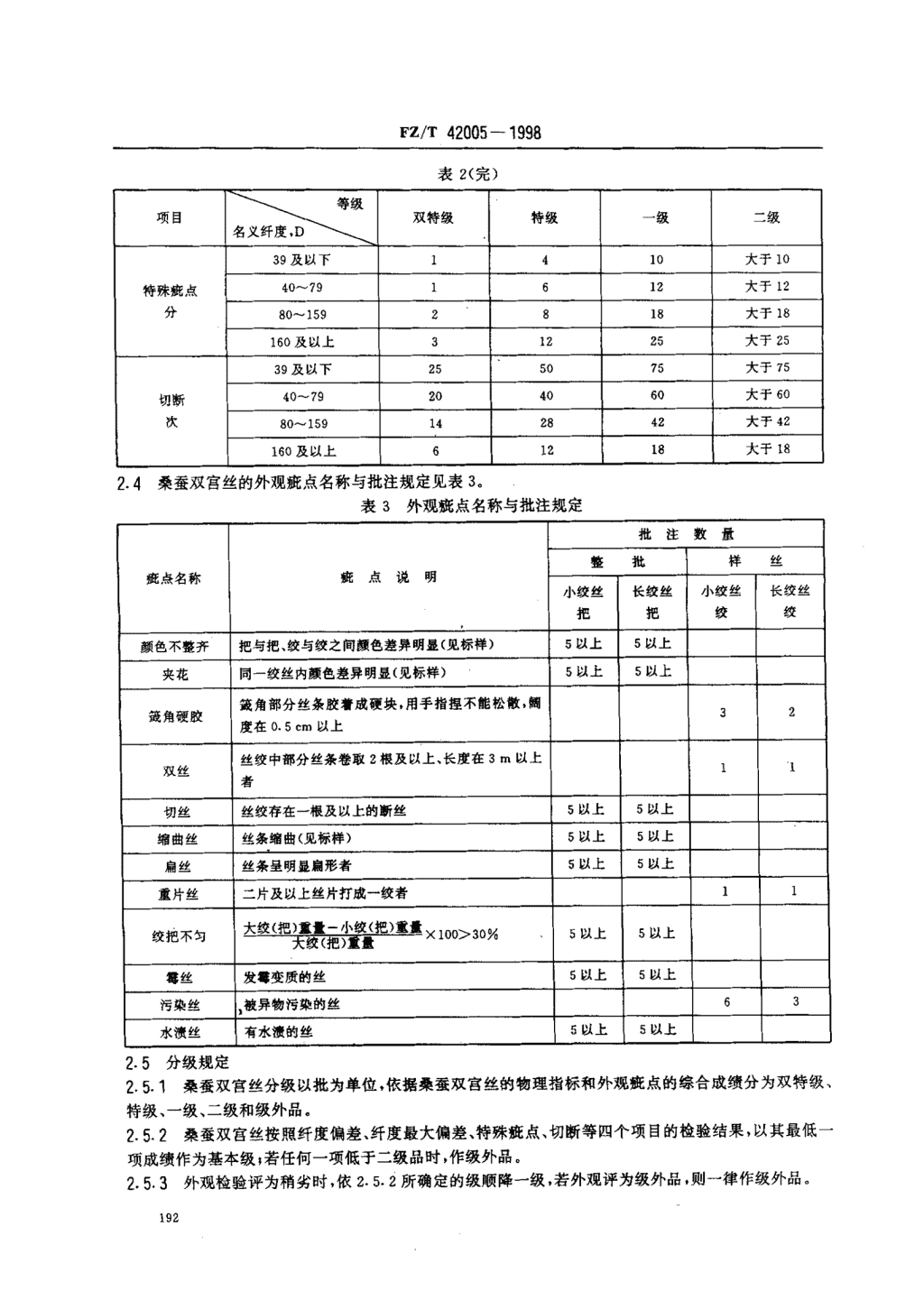
Fz/T42005一1998表2(完)项目募砒巡双特级特级一级二级39及以下1410大于10特殊疵点40-791612大于12分80-巧92818大于1816。及以上31225大于2539及以下255075大于75切断40--79204060大于60次80^-159142842大于42160及以上61218大于182.4桑蚕双宫丝的外观疵点名称与批注规定见表3。表3外观疵点名称与批注规定批注数量整批样丝疵点名称疵点说明小绞丝长绞丝小绞丝长绞丝把把纹纹颜色不整齐把与把、纹与纹之间颇色差异明显(见标样)5以上5以上夹花同一纹丝内颜色差异明显(见标样)5以上5以上筑角部分丝条胶粉成硬块.用手指捏不能松散.阔笼角硬胶32度在。.5cm以上丝纹中部分丝条卷取2根及以上、长度在3m以上双丝1l者切丝丝绞存在一根及以上的断丝5以上5以上缩曲丝丝条缩曲(见标样)5以上5以上扁丝丝条呈明显扁形者5以上5以上重片丝二片及以上丝片打成一纹者11绞把不匀大f()}f`Cii)hlt(#E)}fX100>30%5以上5以上霉丝发母变质的丝5以上5以上污染丝63,被异物污染的丝水演丝有水演的丝5以上5以上2.5分级规定2,5.1桑蚕双宫丝分级以批为单位,依据桑蚕双宫丝的物理指标和外观疵点的综合成绩分为双特级、特级、一级、二级和级外品。2.5.2桑蚕双宫丝按照纤度偏差、纤度最大偏差、特殊疵点、切断等四个项目的检验结果,以其最低一项成绩作为基本级,若任何一项低于二级品时,作级外品。2.5.3外观检验评为稍劣时,依2.5.2所确定的级顺降一级,若外观评为级外品.则一律作级外品。192
Fz/T42005一19983检验方法3.1抽样3.1.1抽样方法在外观检验的同时,抽取重量检验与品质检验用样丝,抽样时应在受验丝的不同部位抽取,每把丝限抽1纹。3.1.2抽样数量重量及品质检验用样丝抽样见表4,表4抽样数量小纹丝长纹丝讼l四周中部四周中部重量检验样丝ss22纹品质检验样丝1010s4纹3.2重量检验3.2.1设备、a.少台秤:量程200kg,最小分度值0.02kg;b、J小台秤:量程500g,最小分度值1g;、C,了工业天平:量程1000g,最小分度值。.01g;d、,了带有天平的烘丝设备。3.2.2检验规程3.2.2.,净重全批受验丝抽样后逐件在合秤上称重核对,得出“毛重”,复核时允许差0.02kg,以第一次毛重为准。将每件丝}vv除下,称出每只布缘的重盆,任择3把,拆下商标、纸、绳,称其重最,并以此推算出全批丝包装用品的重量,将全批丝毛重减去全批丝的布袋和商标、纸、绳重,即为全批丝“净重”,精确到两位小数。3.2-2.2湿重将抽取的重t检脸样丝分成己组,立即在天平上称重,复核称出湿重。湿重复核时允许差异为0.20g,以第一次湿重为准。同批丝各份样丝间的差异,小纹丝在20g以内,长纹丝在30g以内。3.2-2.3千重将称过湿重的样丝,松散地放里在烘丝篮内,以140`C-145℃的温度烘至恒重,得出干重。相邻两次干重允许差异:样丝湿重200g及以上,允许0.20g;样丝湿重200g以下,允许0.109.3.2.3检验结果计算_·3.2.3.1回潮率按式(1)计算,计算结果知确到两位小致︸。一一X,nO回湘率(%)工(1)若两组样丝回潮率不超过1%,则以两组样丝的湿重之和与干重之和计算该批丝的回潮率;若差异超过100,则应抽取第三组样丝,依3.2-2.2及3.2-2.3得出湿重与于重,再与前两组样丝的湿重与干重合并,计算该批丝的回潮率。3.2.3.2公量按式(2)计算,计算结果精确到两位小数。
FZ/T42005一1998公量(kg)=净重(kg)X(100+公定回潮率)...⋯⋯。二。.。⋯。⋯⋯(2)10。十实测回潮率3.3外观检验3.3,1设备a)集光装置:光源装在集光装置内,以一定的距离使光线能柔和、均匀地照射于丝把上,其照度为(500士50)lx;b)检验台。3.3.2检验规程3.3.2.1将受检的桑蚕双宫丝逐把拆除一头包装纸(必要时可全部拆除),排列在检验台上,检验全批丝的外观质量。3.3-2.2虫伤丝不予检验。3.3.3外观性状桑蚕双宫丝颜色种类为白、乳;程度以淡、中、深表示。3.3.4桑蚕双宫丝外观疵点名称见表3。在整批丝中发现表3疵点的丝绞或丝把必须剔除。小绞丝6绞及以上者,长绞丝4纹及以上者则整把剔除。如遇数量太多,普遍散布于整批丝把内,应予批注批注规定见表3,3.3.5评级外观分为良、普通、稍劣三级。a)良:整理法良好,有一项轻微疵点者;b)普通:整理法一般,有一项以上轻微疵点者;c)稍劣:整理法不好,有一至三项疵点者,d)超过稍劣范围作级外品处理。特殊疵点检验;一:.1设备a)特殊疵点标准照片;b)挂丝架。3.月q2检验规程将已称过湿重未曾烘验回潮率的样丝逐一松解绷开,按照特殊疵点标准照片及表5进行验收及评分o表5特殊疵点评分表黑屑糙项目茧片飞型茧片有色糙特大长糙杂质大中小评分32111111分0.5cm79及以下2cm以上1^-2cm0.2-1cm,$2"cm11A.5Nc-Lm$3Lc4m1a50vkcm1及以上名义纤度D80及以上2cm以上1^-2cm0.3^1cmR3Vc:lm1A2ucmk&3Ectmr&50Eclmr0b.46LJ,ctm3.4.3特殊疵点说明a)黑屑糙是指丝条上附着黑色或褐色固形物质。b)飞型茧片是指丝条上附着的茧片。c)有色糙是指丝条上特粗的有色部分。
Fz/"r42005一1998d)特大长糙是指丝条上特粗部分。e)杂质是指丝条上附有毛发、草屑及不属于茧丝范围内的物质。f)疵点长度系按最大方向量计,如体积特别膨大,虽稍短于规格,体积虽不膨大,但糙疵很坚硬,长度超出规格者,也应作同类疵点评分。9)凡一个特殊疵点上,同时附着另一种不同疵点时,则以其中评分最多的一种疵点计算。h)凡是丝条上有若即若离不到起点的黑屑糙,满5个作一个小黑屑糙评分;超过5个作一个中黑屑糙评分;超过8个作一个大黑屑糙评分;其中有达到起点的黑屑糙应按标准评分。3.4.4特殊疵点计算将特殊疵点评分进行累计,按式(3)计算特殊疵点成绩,计算结果取整数。检验样丝名义总重量特殊疵点(分)=评分累计数X二‘.“.“.“.⋯(3)检验样丝总湿重3.5切断检验3.5门设备a)切断机:具有卷取性能,卷取线速度为110m/min;b)丝络:转动灵活,每只重约500g;c)丝锭:转动平稳灵活,两端光滑,每只重约100g,3.5.2检验条件检验应在温度(2。士2)"C,相对湿度(65士5)%条件下,平衡12h后进行。3.5.3检验规程3.5.3.1将品质检验样丝分别绷在丝络上,进行切断检验,半数自丝绞面层卷取,半数自丝绞底层卷取。3.5-3.2卷取的预备时间为5min,3.5-3.3正式检验时间规定见表60表6切断检验时间规定名义纤度小绞丝检验时间长绞丝检验时间Dn】Inmm79及以下306088^-159204016。及以上10203.5.4检验结果检验结果按正式检验时间的实际切断(包括因糙疵吊牢及错头造成的停簧)次数表示。3.6纤度检验3.6.1设备a)纤度机:机框周长为1.125m,速度为270^-300r/min,附有计数器及自停装置。b)纤度秤:YU101纺织电子秤,弧形纤度秤。c)S业天平:量程1000g,最小分度值0.01god)带有天平的烘丝设备。3.6.2检验条件纤度检验条件见3.5.2规定。3.6.3检验规程3.6.3.1将切断检验所卷取的丝锭,用纤度机摇成225m长(200回转)纤度丝,小绞丝每绞样丝摇取4绞纤度丝,长绞丝每绞样丝摇取8绞纤度丝,共计80绞纤度丝。
FZ/T42005一19983.6.32纤度丝以40绞为一组,逐绞在纤度秤上称记,求得“纤度总和”,然后分组在天平上总称,换算_成旦尼尔,为“纤度总量”。每组“纤度总和”与“纤度总量”互相核对,其允许差异规定见表7,超过表7规定时,须逐绞复称至允许差异范围内为止。表7纤彦称重充许姜异抓宁名义纤度读数精度允许差异nDD沈1279及以下厅一--一一-一一一-以朋80^-159片一一-一一-一-一-﹂以4160及以上一一一一-一---3.6.4检验结果计算计算结果精确到两位数3.6.4.1平均纤度按式(4)计算全批丝纤度总和平均纤度(D)=.。。二。二。二。,⋯。.⋯(4)纤度丝总绞数3.6-4.2纤度偏差按式(5)计算,计算结果取整数。一丫买‘各纤度丝纤度值一平均纤度”纤度偏差(D)“纤度丝总绞数3.6-4.3纤度最大偏差80绞纤度丝中以最细二绞的平均值和最粗二纹的平均值分别与平均纤度比较,取其最大的差数值为该批丝的“纤度最大偏差”.计算结果取整数。3.6-4.4平均公量纤度将受验的纤度丝放在烘丝设备内,烘至恒重,得出干重,按式(6)计算平均公量纤度,计算结果精确到两位小数。一纤度丝干重x1.11x9000平均公量纤度(D)二3.了特征检验3.7.1设备a)黑板机;b)特征检验标准照片;。)灯光装置:装有横式回光灯一排,内装天蓝色内面磨砂灯泡六只或荧光灯3-4支,光源照到黑板中间的照度为(400士40)lx,3.7.2检验规程3.7.2.1将切断检验所卷取的丝锭绕于黑板上,小绞丝每纹摇两片,长纹丝每纹摇四片,共计40片。17.2.2黑板上丝条排列的密度规定见表80表8丝条排列密度规定名义纤度每2.54cm的排列线数D线27^366右37^-485749^685069^-10440
Fz/T42005一1998表8(完)名义纤度每2.54cm的排列线数D线105^14933150^-19728198及以上253.7.2.3将摇成的黑板放在检验灯光装置下,检验员站在距黑板约1m处,根据特征数量多少、类型大小、分布密度将丝片逐一与标准照片对照进行评分,特征评分基本数量掌握见表9,表9特征评分规定照片分数1050403020分存在个数60以上45352010个3.7-2.4评分说明a)特征起点以10分照片左下端一个为准;b)凡介于两片标准照片之间者,以两片标准照片的平均分数为该片的评分数,c)分布要求均匀,凡空白(无特征)占黑板丝片阔度的1/4者扣5分,占1/2者扣10分,d)特征总分低于50分者应在检验单上注明“特征不明显”字样,e)凡发现有一半以上黑板丝片(40片的50%以上)特征不匀或类型普遍较大,应在检验单上注明。3.7-2.5检验结果计算将40片丝评分早计,以10除之取整数,即为该批丝的特征评分结果,再对瘾表1定出该批丝的特征型号。4检验规则4.1抽样与组批一’一价丫桑蚕双官丝以同一品种、同一规格为一批,每批五件,不满5件时,仍作一批。抽祥数量与抽样方法按3.1.1及3.1.2规定。一‘二‘、--一健喃},-4.2交收检验‘---以批为单位,按本标准进行品级脸收和童盈脸收:--4.3复验在交收检验中,若对检验结果有一方提出异议,可以申请复验,复验以一次为限。复验项目按本标准规定或双方协议进行,并以复验结果为最后评级依据,复验费由贵任方承担。4.4因运翰或保存不当,致便产品威妞受匆影响,变质或发更狈伤时,应查明嘴在了由贵任方承担损失。5包装、标志5.,桑蚕双宫丝包装、整理和重f规定见表10.
Fz/T42005一1998表10包装、整理及重量规定纹装形式小绞丝长绞丝丝片周长晰一丝片阔度粼约7.5编丝规定三洞四编三道三洞四编四道每纹重盘约75约180每把重盈约4约5kg每把纹数55士5绞每件重量约60约60kg每件把数1112每批净重300士15300士15kg件与件之间兹t差不超过skg不超过6kR5.2编丝编丝用本色18号双股棉纱线,留绪结端约1cm,5.3把的包装小纹丝每把分列五层,绞头绞尾交叉排列,用三道96号4。股(或相当于%号40股)棉纱线扎紧,长绞丝每把分七层排列,用五道96号40股(或相当于96号40股)棉纱绳扎紧,分别包以衬纸、商标、牛皮纸后,再用28号9股棉纱绳捆紧.5.4件的包装5.41小纹丝每件分五层排列,长绞丝每件分六层排列,外包布袋。5.4.2桑蚕双宫丝的包装应牢固,使用的纸、绳必须清洁、坚韧、整齐一致,便于储存运输。5.4.3每件丝的布袋需用棉纱绳扎口或缝口,并悬挂票签,注明检验号码、包装号码、丝类、日期,布袋外用粗绳“朴”字形紧缚,以保护丝包,便于搬运。6共他对桑蚕双宫丝的规格、品质、型号、重量、包装、标志有特殊要求者,供需双方可另订协议'
您可能关注的文档
- FZT41002-1999柞蚕挽手.pdf
- FZT41003-2010桑蚕绵球.pdf
- FZT41004-1999柞蚕绵条.pdf
- FZT42001-1993柞蚕药水丝.pdf
- FZT42002-1997桑蚕绢丝.pdf
- FZT42002-2010桑蚕绢丝.pdf
- FZT42003-1997桑蚕筒装绢丝.pdf
- FZT42003-2011筒装桑蚕绢丝.pdf
- FZT42004-1997筒装桑蚕经纬捻线丝.pdf
- FZT42005-2005桑蚕双宫丝.pdf
- FZT42006-1998桑蚕蚰丝.pdf
- FZT42008-2005竹绢丝.pdf
- FZT42009-2006桑蚕土丝.pdf
- FZT42010-2009粗规格生丝.pdf
- FZT42011-2012色纺桑蚕筒装绢丝.pdf
- FZT43001-2010桑蚕紬丝织物.pdf
- FZT43002-1991涤纶仿真丝丝织物.pdf
- FZT43003-1991涤纶仿毛丝织物.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明