

- 55.00 KB
- 2022-04-22 13:32:21 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'PAMC管道施工规范及安装工艺一、PAMC管道的优势PAMC管道适用于不同的用途和不同的工况环境,解决了传统管道风化腐蚀、接头泄漏的难题,具有以下主要优势。1、抗腐蚀,适用于城镇供水、工业污水处理、油气管道输送、化工领域、矿砂泥浆输送、金属管道置换等。2、耐压强度高,一般公称压力等级为1.0、1.6、2.5mpa。3、抗拉伸强度好,管材韧性好,对由于地下运动管基不均匀沉降适应能力强。4、节能环保。5、使用寿命长,其材料露天使用寿命为30年以上。6、安装简捷,管壁内外光滑,流阻小,用户使用综合经济效益明显。二、管道设计标准PAMC管道管件设计标准均参照中华人民共和国GB/17185—1997钢制法兰管件标准(管件通径、公称压力、连接方式),参照GB/T13663—2000工程塑料国家标准的要求,结合本材料特性设计,确保其使用寿命和公称压力应满足系统最大工作压力的要求,管件压力等级大于管材压力等级,介质温度在低温-40℃至高温160℃的工作范围标准(特殊要求另外解决)。三、管道安装工艺技术1、管道连接方式:
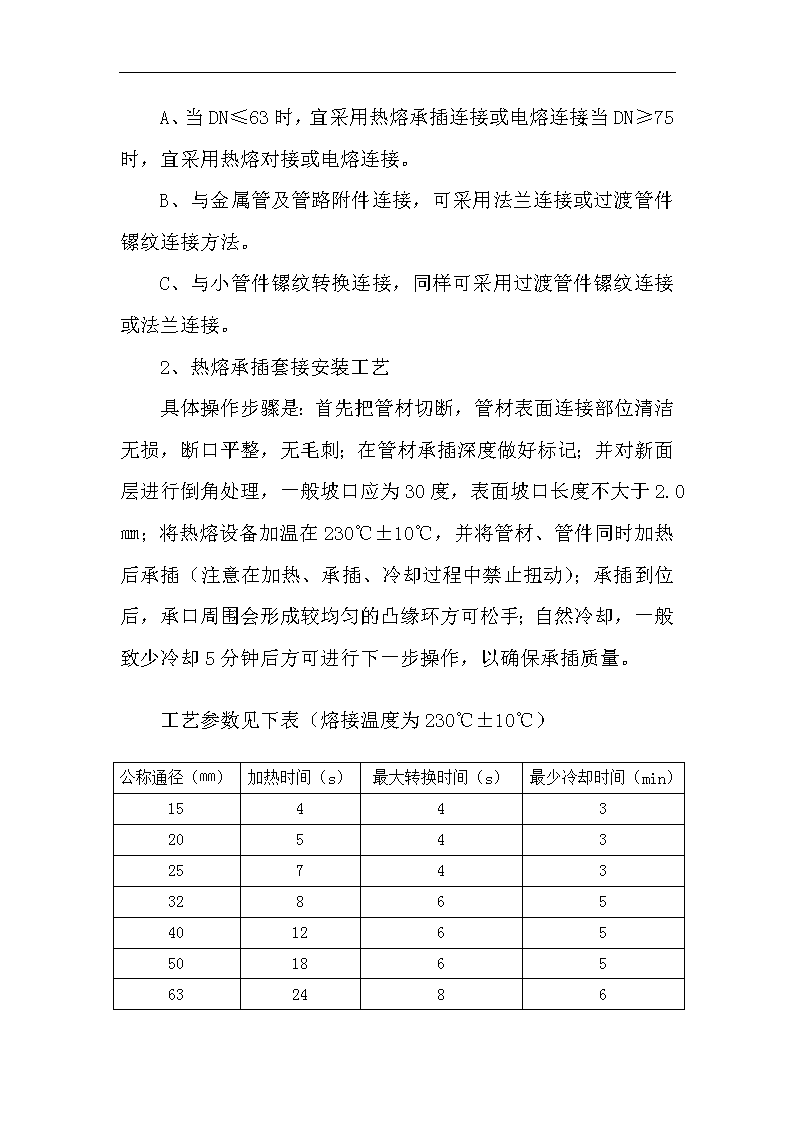
A、当DN≤63时,宜采用热熔承插连接或电熔连接;当DN≥75时,宜采用热熔对接或电熔连接。B、与金属管及管路附件连接,可采用法兰连接或过渡管件镙纹连接方法。C、与小管件镙纹转换连接,同样可采用过渡管件镙纹连接或法兰连接。2、热熔承插套接安装工艺具体操作步骤是:首先把管材切断,管材表面连接部位清洁无损,断口平整,无毛刺;在管材承插深度做好标记;并对新面层进行倒角处理,一般坡口应为30度,表面坡口长度不大于2.0㎜;将热熔设备加温在230℃±10℃,并将管材、管件同时加热后承插(注意在加热、承插、冷却过程中禁止扭动);承插到位后,承口周围会形成较均匀的凸缘环方可松手;自然冷却,一般致少冷却5分钟后方可进行下一步操作,以确保承插质量。工艺参数见下表(熔接温度为230℃±10℃)公称通径(㎜)加热时间(s)最大转换时间(s)最少冷却时间(min)15443205432574332865401265501865632486
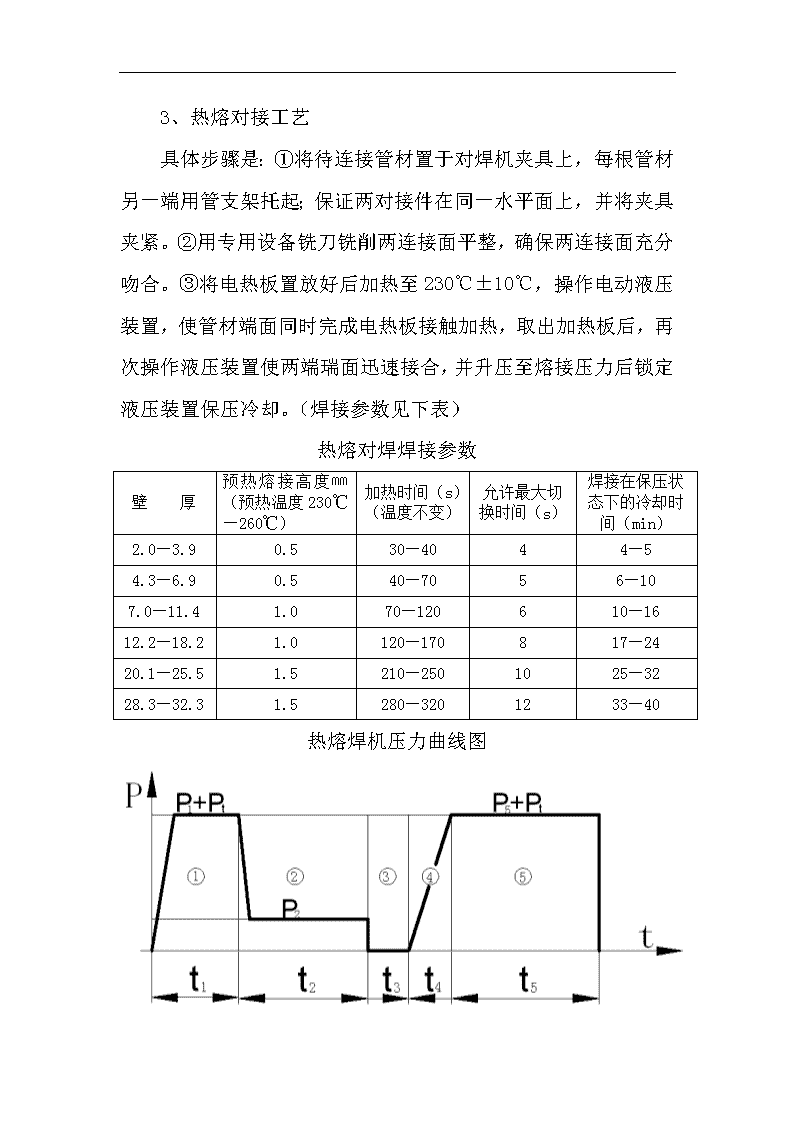
3、热熔对接工艺具体步骤是:①将待连接管材置于对焊机夹具上,每根管材另一端用管支架托起;保证两对接件在同一水平面上,并将夹具夹紧。②用专用设备铣刀铣削两连接面平整,确保两连接面充分吻合。③将电热板置放好后加热至230℃±10℃,操作电动液压装置,使管材端面同时完成电热板接触加热,取出加热板后,再次操作液压装置使两端瑞面迅速接合,并升压至熔接压力后锁定液压装置保压冷却。(焊接参数见下表)热熔对焊焊接参数壁厚预热熔接高度㎜(预热温度230℃—260℃)加热时间(s)(温度不变)允许最大切换时间(s)焊接在保压状态下的冷却时间(min)2.0—3.90.530—4044—54.3—6.90.540—7056—107.0—11.41.070—120610—1612.2—18.21.0120—170817—2420.1—25.51.5210—2501025—3228.3—32.31.5280—3201233—40热熔焊机压力曲线图
备注:P1—加热面的压力,使之焊卷边高度的参考值;P2—表示当加热压力归零时,其不应超过的参考值;t1—表示达到卷边高度的加热时间;t2—表示加热时间;t3—表示加热板离开后,允许的最大切换时间;t4—熔接后应在额定时间内使其提升到额定的压力参考值的时间;P5—熔接(即冷却)时的压力参考值;t5—熔接(即冷却)时的时间参考值;Pt—油缸的推动摩擦力。由于气候和气温的变化,为确保焊接质量,在低温和有风环境施工时,管材在加热过程中应做好防风措施,冷却过程应逐步进行,切忌急速降温。4、电熔连接安装工艺电熔连接特点是连接方便,适合于口径较小的管道及施工困难的场合下应用,具体步骤是:将划好连接深度的管材管件清洁干净后,将电熔管件套在管材上,确保熔接件在同一轴线上,把电熔机两导线分别接通电熔管件正负两级,待信号眼内有熔体流出,即电熔完成。断电冷却,冷却时间不得少于5分钟。采用电熔工艺时,注意不得移动连接件或在连接件上施加任何外力。
5、过渡连接在与金属管及管路附件(如阀门、水表、异径口变换等),小管件的镙纹转换连接的接口连接处,主要采用镙纹或法兰等过渡管件进行连接。不论采用那一种施工工艺,均须试压,验收合格后方可封管投入使用。四、管道施工与安装1、建设区架空管道施工的主管和横管均应设立固定或活动支承,支承间距应按照管径大小和现场障碍物确定,一般应以1.5m—2m设定为宜。2、与金属管道附件的连接处应有可靠的支承件。3、跨度较大的架空管道(如跨越公路、厂区道路等)应设立拱形骨架加以保护。4、室外埋地管道(1)管沟开挖应根据不同地区的地理条件,寒冷地区开挖深度应在冷冻线以下300㎜。(2)埋设在非车行道下时不应小于0.8m
,水田下时不应小于0.6m,如采取了有效保护措施,可适当降低。(3)管道系统中的附属设施连接点须设立单独基础并与之固定,同时采取防沉降措施。(4)管材焊接过程中,加热温度高于管材熔融温度,焊接界面熔融区域内结晶度发生变化,质量提高,硬度值增加,韧性降低,因此在管线铺设中应尽量避免大幅度扭曲,通常较小管路拖拉的最大安全距离为100m,较大管路则为50m。(5)管沟回填时应通过闭水试运行合格后进行。五、承压试验(1)管路系统每一个管件都应进行水压试验,试验压力应为公称压力的1.5倍。(2)管路介质含有温度的应按照使用介质温度进行试压;PAMC一般管材使用介质温度为80℃以下,特别用途管材(如化工行业)正常工作范围不超过180℃。(3)试验保压时间:规格为DN15—50的管件为1min;规格为DN65—200的管件为2min;DN200以上的管件为3min。判定合格标准为:管件受压周界壁上以及焊缝不允许有渗漏现象。(4)管路安装完毕后应进行闭水试验,试验压力为工作压力的1.15倍。闭水试验加压时应逐步加压缓慢进行,在到达工作压力的1.15倍状态下稳压2h,即为合格。(5)
供水管道在试压合格后应将系统内存水放空进行管路系统消毒,注入含不小于20㎏/L有效氯溶液,静置24n,进行清洗,水质经卫生部门检测符合《生活饮用水卫生标准》后方可交付使用。荆州市玉龙科技发展有限公司生产技术部'
相关文档
- DB13T 1161.1-2009 河北省用水定额 第1部分:农业用水.pdf
- DB13T 1161.2-2009 河北省用水定额 第2部分:工业取水.pdf
- DB13T 1161.3-2009 河北省用水定额 第3部分:生活用水.pdf
- DB14 1049-2015 山西省用水定额.pdf
- DB21T 1237-2003 辽宁省行业用水定额.pdf
- DB22 T 389-2004 用水定额.pdf
- DB33T769-2016农业用水定额.pdf
- DB36T419-2003江西省城市生活用水定额.pdf
- DB36T419-2011江西省城市生活用水定额.pdf
- DB41T385-2009河南省用水定额(有黑印).pdf