

- 579.50 KB
- 2022-04-22 11:25:47 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'河南质量工程职业学院机电一体化技术专业毕业设计(论文)CA6140车床拨叉机械加工工艺及工艺装备毕业设计摘 要此论文是对拨叉零件的加工工艺和夹具设计。其零件为锻件,具有体积小,零件复杂的特点,在制定工艺规程时,就先加工下端面,再以下端面为基准来加工其它,其中各工序夹具都采用专用夹具,特别的对于加工大头孔、槽和钻小头孔斜面小孔的工序中,选一面两销的定位方式,并以操作简单的手动夹紧方式夹紧,其机构设计简单,方便且能满足要求。关键词:拨叉零件加工工艺夹具设计39
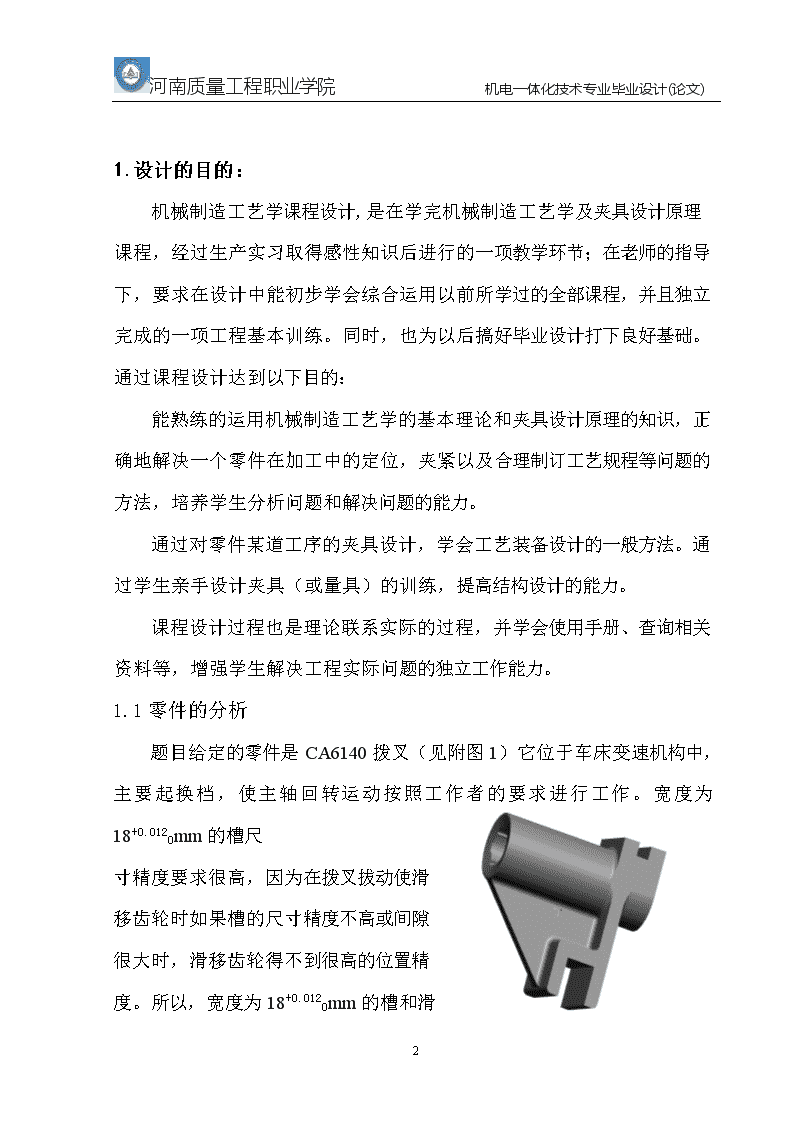
河南质量工程职业学院机电一体化技术专业毕业设计(论文)1.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。同时,也为以后搞好毕业设计打下良好基础。通过课程设计达到以下目的:能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。1.1零件的分析题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。宽度为18+0.0120mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时如果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度。所以,宽度为18+0.0120mm的槽和滑39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)移齿轮的配合精度要求很高。图1—11.2零件的工艺分析:CA6140拨叉共有两组加工表面。1.2.1以花键孔的中心线为基准的加工面这一组面包括Ø25+0.230mm的六齿方花键孔、Ø22+0.280花键底孔两端的2X150到角和距中心线为27mm的平面。以工件右端面为基准的8+0.030mm的槽和18+0.120mm的槽经上述分析可知,对于两组加工表面,可先加工其中一组表面,然后借助于专用夹具加工另一组表面。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)2、工艺规程设计2.1确定毛坯的制造形成。零件材料HT200、考虑到此零件的工作过程中并有变载荷和冲击性载荷,因此选用锻件,以使金属纤维尽量不被切断,保证零件的工作可靠。由于生产纲领为中批生产而且零件的尺寸并不很大,故可采取模锻成型。经查《金属机械加工工艺人员手册》表5-5取等级为2级精度底面及侧面浇注确定待加工表面的加工余量为3±0.8mm。毛坯零件图如下图:2.2基准的选择。1.粗基准的选择:因为要保证花键的中心线垂直于右端面,所以以Φ40的外圆表面的粗基准。2.精度基准的选择:为保证定位基准和工序基准重合,以零件的A面为精基准。2.3制定工艺路线。方案一工序:1.粗、精车端面,钻、扩花键底孔、倒两端15°倒角。2.粗、精铣削B面。3.铣削8+0.030mm的槽。4.铣削18+0.0120mm的槽。5.拉花键。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)方案二工序:1.粗、精车端面,钻、扩花键底孔、倒两端15°倒角。以Ф40mm圆柱面为粗基准。选用C3163-1转塔式六角车床及三爪卡盘夹具。2.拉花键。以A面为基准,3.铣削槽B面。以花键的中心线及A面为基准。选用X62W卧式铣床加专用夹具4.铣削8+0.030mm的槽。以花键的中心线及A面为基准。选用X62W卧式铣床加专用夹具。5.铣削18+0.0120mm的槽。以花键的中心线及A面为基准。选用X62W卧式铣床加专用夹具。方案分析:上述两方案中,工艺方案一把拉花键放在最后一道工序。但此方案中2.3.4工序很难对工件进行定位和加紧、方案二中,把花键放在第一道工序的后边,这样,方案二中的3.4.5道工序很容易对工件进行定位与加紧即以花键中心线和A面作为3.4.5道工序的定位基准。此方案定位精度高,专用夹具结构简单、可靠,所以采用方案二比较合理。以上工艺过程详见附表1“机械加工工艺过程综合卡片”2.4机械加工余量。CA6140的拨叉材料为HT200。毛坯重量为1.0kgσb=160MPaHBS生产类型为由大、中批量生产,采用模锻锻模。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)根据上述的原始资料加工工艺,分别确定各个加工表面的机械加工余量,工序尺寸以毛坯尺寸如下:2.4.1A面的加工余量A面有3±0.8mm的加工余量,足够把铸铁的硬质表面层切除2.4.2矩形花键底孔。要求以矩形花键的外径定心,故采用拉削加工内孔尺寸为Φ220+0.28,见零件图,参照《金属机械加工工艺人员手册》表3-59确定孔加工余量的分配。钻孔Φ20mm扩孔Φ21mm拉花键花键孔要求以外径定心:拉削时加工余量参照《金属机械加工工艺人员手册》取2Ζ=1mm2.4.3B面的加工余量。此工序分2个工步1、粗铣B面2、精铣B面。精加工余量为0.2mm粗铣加工余量为2.8mm2.5确定切削用量及基本工时。工序Ⅰ:车削A面。2.5.1.加工条件。工件材料:灰口铸铁HT200。σb=145 MPa。铸造。加工要求:粗、半精车A面并保证28mm的工序尺寸,Ra=3.2µm机床C3163-1。转塔式六角卧式车床。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)刀具:刀片材料。r=12.ao=6-8b=-10o=0.5Kr=90n=152.5.2、计算切削用量。(1)已知长度方向的加工余量为3±0.8mm。实际端面的最大加工余量为3.8mm。故分二次加工(粗车和半精车)。长度加工公差IT12级取-0.46mm(入体方向)(2)进给量、根据《切削简明手册》(第3版)表1.4当刀杆尺寸为16mm×25mm,ae≤3mm时,以及工件直径为Φ60mm时(由于凸台B面的存在所以直径取Φ60mm)ƒ=0.6-0.8mm/r.按C3163-1 车床说明书 取ƒ=0.6mm/n。由于存在间歇加工所以进给量乘以k=0.75—0.85所以:实际进给量f=0.6×0.8=0.48mm/r按C3163-1 车床说明书 ƒ=0.53mm/r(3)计算切削速度。按《切削简明手册》表1.27,切削速度的计算公式为(寿命选T=60min)刀具材料YG6V=Cv/(Tm·apxv·fyv)·kv其中:Cv=158xv=0.15yv=0.4M=0.2修正系数Ko见《切削手册》表1.28kmv=1.15kkv=0.8kkrv=0.8ksv=1.04kBV=0.81∴Vc=158/(600.2·20.15·0.530.4)·1.15·0.8·0.8·0.81·0.97=46.9(m/min)39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)(4)确定机床主轴转速ns=1000vc/dw=229.8(r/min)按C3163-1 车床说明书 n=200r/min所以实际切削速度V=40.8m/min(5)切削工时,按《工艺手册》表6.2-1由于铸造毛坯表面粗糙不平以及存在硬皮,为了切除硬皮表层以及为下一道工步做好准备Tm=(L+L1+L2+L3)/nwxf=0.33(min)L=(65-0)/2=32.5L1=3、L2=0、L3=02.5.3、精车1)已知粗加工余量为0.5mm。2)进给量f.根据《切削用量简明手册》表1.6,f=0.15-0.25mm/r 按C3163-1 车床说明书 f=0.16mm/r计算切削速度按《切削用量简明手册》表1.27,切削速度的计算公式为(寿命选T=60min)V=Cv/(Tm·apxv·fyv)·kv=158/(600.2·20.15·0.160.4)·1.15·0.8·0.8·0.81·0.97=83.85(m/min)3)确定机床主轴转速.nw=1000vc/dw=410.8(r/min)按C3163-1 车床说明书 取nw=400(r/min)实际切削速度V=57.1m/min4)切削工时,查《工艺手册》表6.2-1Tm=(L+L1+L2+L3)/nwxf=22.5/400x0.16=0.35(min)由于下一道工序是钻孔,所以留下Ø20mm的台阶,所以39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)L=(65-20)/2=22.5mmL1=3.L2=0.L3=02.5.4、钻孔、扩孔、倒角。(1)、钻孔钻头选择:见《切削用量简明手册》表2.2钻头几何形状为(表2.1及表2.2):双锥修磨具刃,钻头参数:d=Ф20mmβ=30°,2Φ=118°,2Φ=70°,bε=3.5mm,ao=12°,Ψ=55°,b=2mm,=4mm。根据《切削用量简明手册》表2-9确定f=0.48a、按机床进给强度决定进给量:根据表2.9,当σb=210MPad0=20.5mm可确定f=0.75。按C3163-1 车床说明书 取f=0.62mm/n.b、决定钻头磨钝标准及寿命表2.21,当do=20mm、钻头最大磨损量取0.6寿命T=45min.c、切削速度 由《切削用量简明手册》,表2.15得V=21m/minn=1000V/D=334.4由机床技术资料得和334.4接近的有280n/m和400n/min取280n/min取n=280m/min.实际V=17m/mind、基本工时,Tm=L/nf=(80+10)/280x0.62=0.32(min)入切量及超切量由表2.29.查出Ψ+△=10mm所以Tm=L/nf=(80+10)/280x0.62=0.32(min)(2)、扩孔39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)刀具直径do=21mm;刀具几何参数同上。由于两孔直径相差不大,为了节省停车和调换走刀量等辅助时间,n和f都不变,所以Tm同上Tm=0.32倒角刀具15°锪钻由于两孔直径相差不大,以表面粗度要求不高手动进给。(3)、倒角刀具:专用刀具。此工步使用到专用刀具与手动进给。检验机床功率按《切削用量简明手册》表1.24可以查出 当σb=160~245HBSap≤2.8mm f≤0.6mm/r Vc≤41m/min Pc=3.4kw按C3163-1 车床说明书 主电机功率P=11kw可见Pc比P小得多所以机床功率足够所用切削用量符合要求钻削功率检验按《切削用量简明手册》表2.21当do=21mm f=0.64mm查得转矩M=61.8 N.M《切削用量简明手册》表由表2.32 得功率公式PC=McVc/30do=61.8x17/30x21=1.67km按C3163-1 车床说明书 主电机功率P=11kw可见PC比P小得多,所以机床功率足够,所用切削用量符合要工序Ⅱ拉花键孔单面齿升:根据有关手册,确定拉花键孔时花键拉刀的单面齿39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)为0.06mm,拉削速度v=0.06m/s(3.6m/min)切削工时t=Zblηk/1000vfzZ式中:Zb单面余量1.5mm(由Φ21mm拉削到Φ25mm);L拉削表面长度,80mm;η考虑校准部分的长度系数,取1.2;k考虑机床返回行程系数,取1.4;v拉削速度(m/min);fz拉刀单面齿升;Z拉刀同时工作齿数,Z=l/p;P拉刀齿距。P=(1.25-1.5)sqrt80=1.35sqrt80=12mm∴拉刀同时工作齿数z=l/p=80/12≈7∴其本工时Tm=1.5×80×1.2×1.4/1000×3.6×0.06×7=0.13(min)工序Ⅲ粗铣,精铣B面。加工要求:粗铣B面,精铣B面,Ra=3.2um。用标准镶齿圆柱铣刀粗铣加工余量3mm机床:X62W加工工件尺寸:宽度:40mm长度:28mm1.粗铣1)选择刀具根据《切削用量简明手册》表3.1铣削宽度ae≤5mm39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)时。直径为do=50mm 故齿数Z=8,由于采用标准镶齿圆柱铣刀铣刀几何参数(表3.2)rn=10°ao=16°1)切削用量留精铣的加工余量为0.2,所以本道工步切削宽度ac=2.8±0.8mm,由于加工表面精度要求Ra=3.2um.根据表3.5得每转进给量f=0.5~1mm/r就能满足要求,但考虑到X62W功率为7.5kw,机床为中等系统刚度和X62W铣床说明书所以每转进给量f=0.6mm/r2)选择刀具磨钝标准及刀具寿命。根据《切削用量简明手册》表3.7、铣刀刀齿后刀面的最大磨损量为0.6镶齿铣刀do=50mm,刀具寿命T=120min(表3.8)3)决定切削速度Vc、可根据《切削用量简明手册》表3.9确定Z=8,aP=40-70mm,ac=2.8±0.8mm,fz=f/z=0.0750.1mm/zVc=(Cvdoqv)/(TmxapxXvxfzxyvxaexuvxZpv)Cv=20,qv=0.7,Xv=0.3,yv=0.2,uv=0.5,pv=0.3,m=0.25,Km=1.12,Ksv=0.8,KTv=0.82,Kv=KmxKsvxKTv=1.12x0.8x0.82=0.79Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)=23.7(m/min)n=1000V/d=(1000x23.7)/(3.14x50)=151r/min根据X62W型铣床说明书选n=160r/minVc=3.14nd/1000=(160x3.14x50)/1000=25.1m/minVf=nf=160x0.6=96mm/min选Vf=80mm/min实际fz=Vf/(nxz)=0.0625mm/z5)机床功率:根据《切削用量简明手册》表3.20当Vc=71m/min39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)ae=2.8mmap=41mmfz=0.08Kmpc=1.4kw切削功率的修正系数:故Pct<0.8,根据X62W型铣床说明书,机床主轴允许的功率为Pcm=7.5×0.75=5.63kw故Pcc<Pcm因此所决定的切削用量可以采用。ae=2.8mmVf=80m/minn=160r/minVc=25.1m/minfz=0.0625mmm/z6)基本工时根据《切削用量简明手册》表3.5Tm=(L+L1+△)/Vf=(28+14)/80=0.525(min)L1+△=14mm2.精铣1)选择刀具刀具与上道工步是同一把刀。2)切削用量精铣的加工余量为0.2,所以本道工步切削宽度ae=0.2mm,f=0.63)决定切削速度Vc、可根据《切削用量简明手册》表3.9确定ac=0.2mm,Vc=(Cvdoqv)/(TmxapxXvxfzxyvxaexuvxZpv)=33.1m/minn=1000V/d=(1000x33.1)/(3.14x50)=211r/min根据X62W型铣床说明书选n=210r/minVf=nf=210x0.6=126mm/min、VF=125mm/minfz=Vf/(nxz)=0.074mm/Z4)基本工时基本工时根据《切削用量简明手册》表3.5Tm=(L+L1+△)/Vf=(28+14)/125=0.336(min)L1+△=14mm工序Ⅳ铣削8+0.030mm槽。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)加工工件尺寸:8+0.030mm,长度L=40mm加工要求:高速钢错齿三面刃铣刀(精密级K8)加工余量8用乳化液冷却机床:X62W1)选择刀具:由加工尺寸公差0-0.3。所以铣刀精度为精密级K8铣刀参数:L=8mmD=63d=22d1=34ro=15°ao=12°an=6°Z=162)选择切削量由于槽的深度为8mm,故一次走完,ae=8mmap=8mm由《切削用量简明手册》表3.3确定f=0.15-0.3mm/r现取f=0.3mm/rfz=0.3/16=0.018mm/z3)选择铣刀磨钝标准及刀具寿命:根据《切削用量简明手册》表3.7,得最大磨损量为0.5由表3.8确定刀具寿命:T=100min其中4)决定切削速度Vc和每齿进给量Vf、由《切削用量简明手册》3.27的公式Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)·KvCv=25,qv=0.2,Xv=0.1,yv=0.2,uv=0.5,pv=0.1,m=0.25,Km=1.12,Ksv=0.8,KTv=0.82,Kv=KmxKsvxKTv=1.12x0.8x0.82=0.79Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)·Kv=82.86m/minn=1000×Vc/do=1000×82.86/3.14×63=418.87r/min根据X62W型铣床说明书选nc=375r/min39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)实际速度Vc=donc/1000=74.2m/min选Vfc=ncf=375X0.3=112.5mm/min根据X62W型铣床说明书选选Vf=110mm/minfzc=110/375×16=0.018mm/z1)机床功率:根据《切削用量简明手册》表3.28公式圆周力fc=(CFapxffzyFaeVFZ/doaFnWF)KFCKTV=0.90KMFC=0.94由表28得CF=30,XF=1.0,yF=0.65,UF=0.83,WF=0,qF=0.83,KFC=1.28Fc=(CFapxffzyFaeVFZ/doqFnWF)KFC=30X8X0.018X8/63X375=505.6NM=FCdo/2×103=15.9N•MPc=FcVc/1000=1.18km根据X62W型铣床说明书,功率足够。6)基本工时基本工时根据《切削用量简明手册》表3.5Tm=(L+L1+△)/Vf=(40+14)/110=0.49(min)L1+△=14mm工序Ⅴ铣宽为180+0.12mm槽加工要求:用乳化液冷却,加工工件尺寸,宽180+0.12mm,长L=40mm,加工余量23mm由于此工步的设计尺寸精度要求很高,用铣削加工很难达到尺寸精度的要求,所以为了留给下一道公序磨削的加工余量,所以分两步走,ae=23,ap=10mm,1)选择刀具铣刀参数:L=10D=100mmd=30mmro=15°ao=12°an=6°Z=242)选择铣削用量39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)由于槽的宽度为18mm,故二次走完,ae=23mmap=10mm由《切削用量简明手册》表3.3确定f=0.5mm/r现取f=0.8mm/rfz=0.5/24=0.02mm/z3)选择铣刀磨钝标准及刀具寿命:根据《切削用量简明手册》表3.7,得最大磨损量为0.5由表3.8确定刀具寿命:T=100min其中4)确定切削速度Vc和每齿进给量:决定切削速度Vc和每齿进给量Vf、由《切削用量简明手册》3.27的公式Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)·KvCv=25,qv=0.2,Xv=0.1,yv=0.2,uv=0.5,pv=0.1,m=0.25,Km=1.12,Ksv=0.8,KTv=0.82,Kv=KmxKsvxKTv=1.12x0.8x0.82=0.79Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)·Kv=98.6m/minn=1000×Vc/do=1000×98.6/3.14×100=314r/min根据X62W型铣床说明书选nc=300r/min实际速度Vc=donc/1000=94.2m/min选Vfc=ncf=300X0.5=150mm/min根据X62W型铣床说明书选选Vf=150mm/minfzc=150/300×24=0.020mm/z5)基本工时基本工时根据《切削用量简明手册》表3.5Tm=(L+L1+△)•i/Vf=(40+20)X2/150=0.8(min)L1+△=20mmi=2(走两次)工序Ⅵ磨18mm槽,39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)保证尺寸18mm1)选择砂轮。见《切削手册》第三章中磨料选择各表,结果为GZ46KV6P350×40×127其含义为:磨轮磨料为棕刚玉,为了防止粒度过小而磨轮堵塞,所以选用为粒度为46#,硬度为软2级。平型砂轮,其尺寸为16×6×40(D×d×H)。2)切削用量的选择。砂轮转速n砂=3000r/min(见机床说明书),v砂=2.5m/s进给量f=50mm/min双单行程fr=0.015mm3)切削工时。当加工1个表面时Tm=(L+y+△)••iK/50=3.1min最后,将以上各个工序切削用、工时定额的计算结果,连同其它加工数据,一起填入机械加工工艺卡片中,见附后表。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)3.夹具设计3.1问题的提出为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具经过与指导老师协商,决定设计第4道工序——铣宽为80+0。03mm槽的铣床夹具。本夹具将用与X63卧式铣床。刀具为高速钢直齿三面刃铣刀,来对工件进行加工。本夹具主要用来铣宽为80+0。03mm的槽,由于采用宽为80+0。022mm的精密级高速钢直齿三面刃铣刀,一次铣削,所以主要应该考虑如何提高劳动生产率,降低劳动强度.3.2夹具设计3.2.1.定位基准的选择由零件图可知,宽为80+0。03mm的槽,其设计基准为花键孔中心线和工件的右加工表面(A)为定位基准。因此选用工件以加工右端面(A)和花键心轴的中心线为主定位基准。3.2.2.切削力及夹紧力的计算刀具:高速钢直齿三面刃铣刀,Ø63mm,Z=14Fz=CP·t0.83·Sz0.65·D-O.83·B·Z·kP(见《切削手册》3-56表)解得Fz=200(N)其中CP=52,t=8mm,Sz=0.08mm/s,B=8mm,D=63mm,Z=14,kP=(HB/198)0.5539
河南质量工程职业学院机电一体化技术专业毕业设计(论文)在计算切削力时,必须考虑安全系数。安全系数K=k1k2k3k4水平切削分力FH=1.1Fz=220(N)垂直切削分力Fv=0.3Fz=60(N)其中:k1为基本安全系数1.5k1为加工性质系数1.1k1为刀具钝化系数1.1k1为断续切削系数1.1F,=KFH=1.5X1.1X1.1X1.1X200=400(N)实际加紧力为WK=KFH/U1U2=400/0.5=800(N)其中U1和U2为夹具定位面及加紧面上的磨擦系数,U1=U2=0.025螺母选用M16X1.5细牙三角螺纹,产生的加紧力为W=2M/D2tg(a+6’55)+0.66(D3-d3/D2-d2)解得:W=1O405(N)其中:M=19000N.MD2=14.8mma=2029,D=23mmd=16mm此时螺母的加紧力W已大于所需的800(N)的加紧力,故本夹具可安全工作。3.2.3.定位误差分析由于槽的轴向尺寸的设计基准与定位基准重合,故轴向尺寸无基准不重合度误差。径向尺寸无极限偏差、形状和位置公差,故径向尺寸无基准不重合度误差。即不必考虑定位误差,只需保证夹具的花键心轴的制造精度和安装精度。3.2.4.夹具设计及操作说明39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)如前所述,在设计夹具时,应该注意提高劳动率.为此,在螺母夹紧时采用开口垫圈,以便装卸,夹具体底面上的一对定位键可使整个夹具在机床工作台上有正确的安装位置,以利于铣削加工。结果,本夹具总体的感觉还比较紧凑。夹具上装有对刀块装置,可使夹具在一批零件的加工之前很好的对刀(与塞尺配合使用);同时,夹具体底面上的一对定位键可使整个夹具在机床工作台上有一正确的安装位置,以有利于铣削加工。铣床夹具的装配图及夹具体零件图分别见附图3附图4。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)致谢本论文设计是在我的导师隋冬杰老师的亲切关怀和悉心指导下完成的。她严肃的科学态度,严谨的治学精神,精益求精的工作作风,深深地感染和激励着我。从课题的选择到项目的最终完成,隋老师都始终给予我细心的指导和不懈的支持。隋老师不仅在学业上给我以精心指导,同时还在思想、生活上给我以无微不至的关怀,在此谨向隋老师致以诚挚的谢意和崇高的敬意。在此,我还要感谢在一起愉快的度过大学生活机电一体化三班的各位同学们,正是由于你们的帮助和支持,我才能克服一个一个的困难和疑惑,直至本文的顺利完成。谢谢学校给我这次写作的机会,使我在写作中的水平不断提高,让我有了更大的进步。由于本人实践经验尚有不足之处,对各门知识运用不是很熟悉,在加上这是对一次接触这门课程,系统的设计夹具结构。在设计中难免出现错误和缺点。敬请各位领导、老师及各位读者给与宝贵的意见和建议。在论文即将完成之际,我的心情无法平静,从开始进入课题到论文的顺利完成,有多少可敬的师长、同学、朋友给了我无言的帮助,在这里请接受我诚挚的谢意!最后我还要感谢培养我长大含辛茹苦的父母,谢谢你们!39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)参考文献[1]周虹主编.数控编程与操作. 西安:西安电子科技大学出版社,2007.5[2]周虹主编.数控加工工艺设计与程序编制.北京:人民邮电出版社,2009.2[3]金捷、刘晓涵主编机械制造技术与项目训练.上海:复旦大学出版社,2004.2[4]吴勤保、南欢主编.CAD/CAM应用软件—Pro/E实例教程.清华大学出版社,2009.7[5]张朝英,谢富春主编,数控编程技术.北京:化学工业出版社,2003.11[6]桂旺生主编,数空铣工技能实训教程.北京:国防工业出版社,2006.4[7]于春生主编,数控机床编程及应用.北京:高等教育出版社,2001.7[8]李斌主编,数控加工技术.北京:高等教育出版社,2001[9]许祥泰、刘艳芳主编,数控加工编程实用技术.北京:机械工业出版社,2000。[10]顾京主编,数控机床加工程序编制.北京:机械工业出版社,1999[11]张朝英、罗学科主编,数控机床编程与操作实训.北京:化学工业出版社,2001。[12]华茂发主编,数控机床加工工艺.北京:机械工业出版社,200039
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院毕业设计(论文)评审表一(指导教师用)班级:姓名:学号:评价内容具体要求分值评分调查论证能独立查阅文献和调研;能提出并较好地论述课题的实施方案;有收集、加工各种信息及获取新知识的能力。10实验方案设计与实验技能能正确设计实验方案,独立进行实验工作。20分析与解决问题的能力能运用所学知识和技能去发现与解决实际问题;能正确处理实验数据;能对课题进行理论分析,得出有价值的结论。20工作量与工作态度按期圆满完成规定的任务,工作量饱满,难度较大;工作努力,遵守纪律;工作作风严谨务实。20质量综述简练完整,有见解;立论正确,论述充分,结构严谨合理;实验正确,分析处理科学;文字通顺,技术用语准确,符号统一,编号齐全,书写工整规范,图表完备、整洁、正确;论文结果有应用价值。20创新工作中有创新意识;对前人工作有改进或突破,或有独特见解。10成绩100指导教师评语:指导教师签名:年月日39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院毕业设计(论文)评审表二(评阅人用)班级:姓名:学号:评价内容具体要求分值评分资料利用查阅文献有一定广泛性;有综合归纳资料的能力和自己的见解。15论文质量综述简练完整,有见解;立论正确,论述充分,结果严谨合理;实验正确,分析处理科学;文字通顺,技术用语准确,符号统一,编号齐全,书写工整规范,图表完备、整洁、正确;论文结果有应用价值。50工作量、难度工作量饱满,难度较大。25创新对前人工作有改进或突破,或有独特见解。10成绩100评阅人评语:评阅人签名:年月日39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)注:各专业可根据自己的具体情况,制定出适合本专业的毕业设计(论文)的具体要求和评分标准。河南质量工程职业学院毕业设计(论文)答辩情况记录(答辩委员会或答辩小组用)班级:姓名:学号:答辩题目对学生回答问题的评语正确基本正确经提示回答不正确未回答答辩委员会(或小组)评语:成绩:答辩负责人签名:年月日39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院毕业设计(论文)总成绩评定表班级姓名学号设计(论文)题目成绩指导教师评分评阅人评分答辩评分总成绩系毕业设计(论文)领导小组审核意见:小组组长签名:年月日39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)注:毕业设计(论文)总成绩中,指导教师评分占40%,评阅人评分占20%,答辩评分占40%。39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)机械加工工序卡片河南质量工程职业学院机电一体化专业械加工工序卡片生产类型中批生产工序号1零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具和辅助工具名称型号通用夹具转塔式六角车床C3163-1工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/n)主轴转速(r/min)切削速度(m/min)基本工时min112345粗车端面A精车端面A钻花键底孔扩花键底孔倒角2x15°90度车刀90度车刀Ф20中心钻Ф21扩孔钻45度偏刀游标卡尺游标卡尺游标卡尺游标卡尺3030808015111122.80.520120.530.160.620.6220040028028040.857.117170.330.350.320.3239
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院机电一体化专业械加工工序卡片生产类型中批生产工序号2零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具辅助工具名称型号专用夹具拉床工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/s)基本工时min21拉六齿方型花键高速钢拉刀游标卡尺100110.060.060.1339
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院机电一体化专业械加工工序卡片生产类型中批生产工序号3零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具和辅助工具名称型号专用夹具铣床X62W工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min312粗铣B面精铣B面高速钢面铣刀游标卡尺52521130.20.60.51216021023.733.10.5250.33639
河南质量工程职业学院机电一体化技术专业毕业设计(论文)河南质量工程职业学院机电一体化专业械加工工序卡片生产类型中批生产工序号4零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具和辅助工具名称型号专用夹具铣床X62W工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)基本工时min39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)41铣800。03mm的槽高速钢直齿精密级三面刃铣刀量块60180.01837574.20.49天津工程师范学院机械制造工艺专业械加工工序卡片生产类型中批生产工序号5零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具辅助工具名称型号专用夹具铣床X62W工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)基本工时min39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)512铣1800。12mm铣高速钢直齿精密级三面刃铣刀量块60601122.923.90.0200.02030030094.294.20.5370.537河南质量工程职业学院机电一体化专业机械加工工序卡片生产类型中批生产工序号6零件名称拨叉零件号零件重量1.0kg同时加工零件数1材料毛坯牌号硬度型式重量HT200HB170~240铸件设备夹具辅助工具名称型号专用夹具磨床工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(m/min)主轴转速(r/min)切削速度(m/s)基本工时min39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)61磨宽为1800。12mm的槽GZ46KV6P350×40×127量块12010.55030002.53.1附件图纸39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)零件图39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)毛坯图39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)夹具装配图39
河南质量工程职业学院机电一体化技术专业毕业设计(论文)39'
您可能关注的文档
- 车辆工程动车总体结构设计
- 2#安全施工组织设计
- A地块一期工程模板工程施工方案结构设计
- 成都市北新干道高架桥工程施工结构设计
- A站微机监测工程系统结构设计
- 2.5万吨级船坞拓宽改造及配套设施项目可行性研究报告
- 10万亩优质粮农业封闭式循环经济产业化 开发项目可行性研究报告
- 10万亩优质粮农业封闭式循环经济产业化开发项目可行性研究报告
- 充市旅游客运码头室外装修项目结构设计
- 20万吨年碳四综合利用项目可行性研究报告
- AA市BB县人民医院扩建工程可行性研究报告
- AA纸业有限公司年产6万吨生活用纸和40万吨碳纤维高强瓦楞原纸项目可行性研究报告
- 出版社办公楼钢筋施工结构设计
- A省B市C县污水处理厂工程项目可行性研究报告
- XXXXX建材机械制造有限公司生产煤矸石真空制砖设备及配件项目可行性研究报告
- XXX化工园化学废弃物集中处置中心可行性研究报告
- XXX精细化工股份有限公司稀硫酸浓缩装置技术改造黄水处理项目可行性研究报告
- 2.6万吨年甲苯精馏筛板塔设计
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明