

- 85.00 KB
- 2022-04-22 11:18:22 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
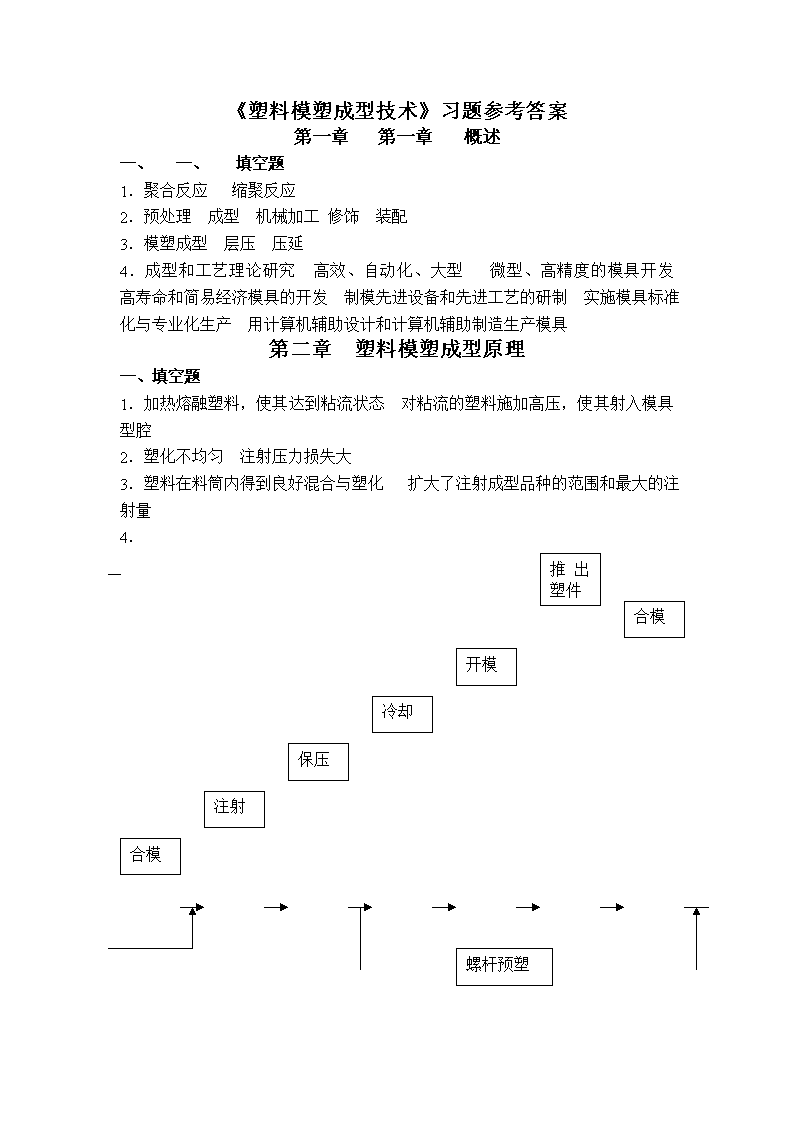
'《塑料模塑成型技术》习题参考答案第一章第一章 概述一、一、 填空题1.聚合反应缩聚反应2.预处理成型机械加工修饰装配3.模塑成型层压压延4.成型和工艺理论研究高效、自动化、大型微型、高精度的模具开发高寿命和简易经济模具的开发制模先进设备和先进工艺的研制实施模具标准化与专业化生产用计算机辅助设计和计算机辅助制造生产模具第二章塑料模塑成型原理一、填空题1.加热熔融塑料,使其达到粘流状态对粘流的塑料施加高压,使其射入模具型腔2.塑化不均匀注射压力损失大3.塑料在料筒内得到良好混合与塑化扩大了注射成型品种的范围和最大的注射量4.推出塑件合模开模冷却保压注射合模螺杆预塑
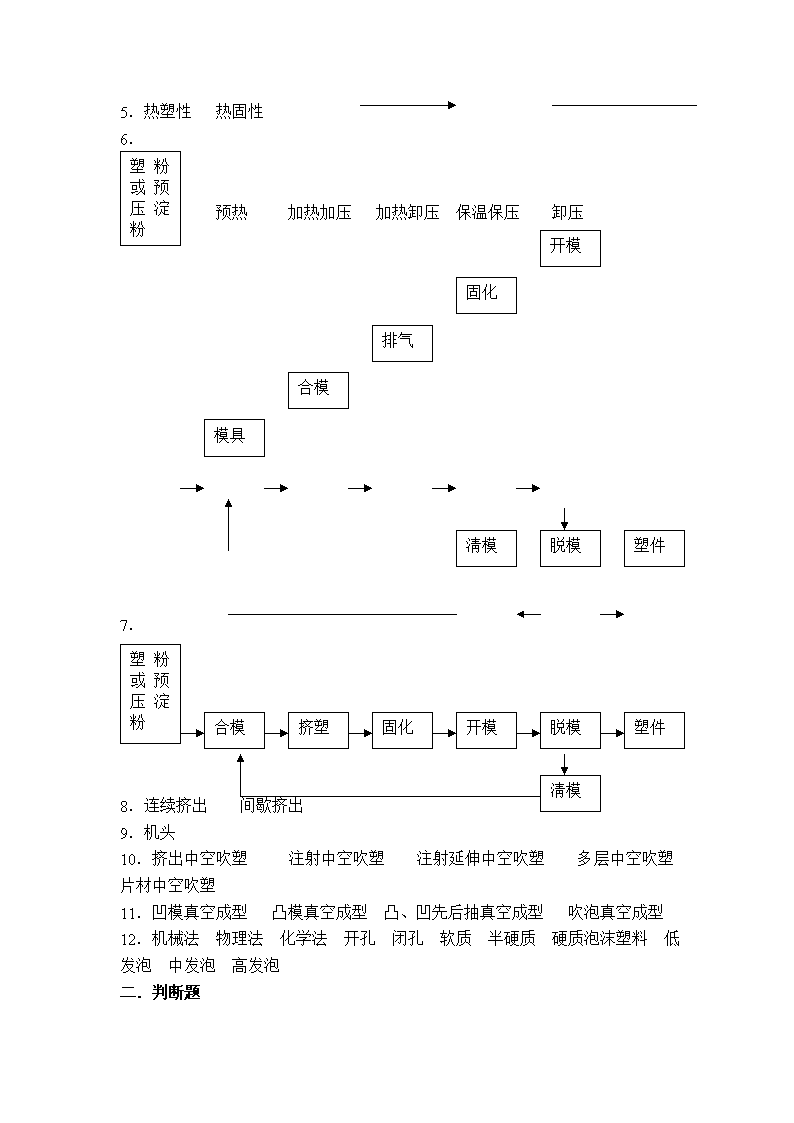
5.热塑性热固性6.塑粉或预压淀粉预热加热加压加热卸压保温保压卸压开模固化排气合模模具塑件脱模淸模 7.塑粉或预压淀粉合模挤塑固化开模脱模塑件淸模 8.连续挤出间歇挤出9.机头10.挤出中空吹塑注射中空吹塑注射延伸中空吹塑多层中空吹塑片材中空吹塑11.凹模真空成型凸模真空成型凸、凹先后抽真空成型吹泡真空成型12.机械法物理法化学法开孔闭孔软质半硬质硬质泡沫塑料低发泡中发泡高发泡二.判断题
1.√2.√3.×4.×5.×6.√7.√第三章塑料一.填空题1.树脂添加剂2.简单组分多组分3.树脂填充剂增塑剂着色剂润滑剂稳定剂4.无机填充剂有机填充剂5.热稳定剂光稳定剂抗氧化剂6.粉料粒料溶液分散体7.热塑性塑料热固性塑料8.通用塑料工程塑料增强塑料9.使用价值成型10.物理性能化学性能力学性能若性能电性能11.收缩性流动性压缩性水分与挥发物含量固化特性12.收缩性塑料状态与加工性粘度与流动性吸水性结晶性热敏性应力开裂熔体破裂13.增强改性填充改性共聚改性共混改性低发泡改性电镀改性二.判断题1.√2.×3.√4.×5.×6.×7.×8.×9.√10。√11。√第四章塑料的模塑工艺一.填空题1.成型前的准备注射后处理2.换料清洗清洗涤清洗3.加料塑化注射4.充模压实倒流冻结冷却5.退火调湿6.压力温度时间7.料筒喷嘴模具8.塑化注射9.保压10.嵌件安放加料闭模排气固化脱模模具清理11.压力温度时间12.流动性充型交联反应和固化13.成型温度
14.等距等深逐渐减小截面恒等比前两小段螺槽小15.温度压力基础速率16.成型模具结构成本17.均匀收缩不均匀18.小端大端公差19.局部集中料流支承面平齐20.边框底脚21.小大22.成型脱模23.4224.膨胀系数25.转动拔出滚花开槽只滚花不开槽压扁26.正确定位牢固固定预留孔螺纹二.判断题1.×2.×3.×4.√5.√6.7.√8.√9.×四.选择题1.C2.A3.BAC4.BAA5.B6.A7.C8.B第五章塑料模基本结构和零部件设计一.填空题1.压缩模传递模注射模机头与口模固定式移动式半移动式单型腔多型腔2.平面斜面阶梯面曲面3.下模动模4.动模开模垂直于合模5.同一模板上6.末端7.冷挤压电加工电铸超塑成型8.成型零件制造误差成型零件的磨损收缩率偏差和波动模具安装配合误差水平飞边厚度的波动9.塑料品种塑件的结构特点模具结构成型方法及工艺条件10.1/3左右1/6塑件公差1/6塑件公差以下11.溢料形成飞边脱模12.成型过程不发生飞边保证塑件精度保证塑件顺利脱模13.导柱锥面导柱导向
14.导柱导向锥面15.收缩方向中心入口外侧入口熔接痕二、判断题1.×2.×3.√4.×5.√6.×7.×8.×9.×10.√11.√五、计算题1.型腔尺寸/mm型腔计算尺寸/mm100803040φ40孔径尺寸/mm型腔计算尺寸/mmφ50孔φ4-φ12孔φ螺纹部分尺寸/mm螺纹部分计算尺寸/mmM24×2大径:中径:小径:螺距P:2.02±0.02孔心距尺寸/mm孔心距计算尺寸/mm70±0.2070.63±0.0250±0.1450.45±0.022.按图样尺寸计算得半径增量δ=0.02643mm,刚度校核得壁厚t=6.73mm。根据刚度校核,底板厚h=17.26mm>12mm,所以,底板刚度不足。3.长边中部变形量y=0.107mm两相邻侧壁的拉伸量△l2=0.077mm总变形量δ=0.145mmδ>[δ]由刚度校核得侧壁厚t=43.8mm,取t=45mm由刚度校核得底板厚h=53mm,取h=55mm4.电棒需8根,长250mm,每根电功率为350W,直径φ18mm。第六章塑料注射成型模具
一、填空题1.单分型注射模多分型注射模带活动镶块注射模侧向分型注射模带嵌件注射模自卸螺纹注射模定模设推出机构注射模定距分型注射模无流道注射模2.模板尺寸拉杆空间模板间最大开距动模行程模具最大厚度模具最小厚度3.80%4.分型面上投影面积5.Hmax>H>Hmin垫块6.中心顶杆机械顶出两侧顶杆机械顶出中心顶杆液压顶出和两侧顶杆机械顶出的联合顶出中心顶杆液压顶出与其它辅助液压缸联合顶出7.主流道分流道浇口冷料穴8.中心线上喷嘴线上9.矩形截面圆形截面圆形截面梯形矩形截面10.平衡式非平衡式11.非平衡式多次试模和修整12.锁模力13.直接浇口中心浇口侧浇口点浇口潜伏式浇口护耳式浇口14.矩形圆形0.03~0.090.4um试模15.能量损失16.排气槽利用模具零件的装配间隙自然排气最后被充满分型面凹模17.成型脱模18.镶拼式侧隙引气气阀式19.2~3mm20.包紧力引起的抽拔阻力机械滑动摩擦力起始抽芯力21.15°~20°25°22.0.5mm空行程定模楔紧块23.定位24.塑料α'=α+2°~3°25.推杆与滑块的干涉推杆与侧型芯水平投影重合减小推杆推出距离,使其不触及侧型芯底面26.斜导柱在定模,滑块在动模斜导柱在动模,滑块在定模斜导柱、滑块同在定模斜导柱、滑块同在动模27.干涉现象
28.推出手动29.定距分型30.推出机构顺序分型定位装置31.斜滑块斜导杆导板斜滑块斜导杆32.型腔顶面型腔型芯的表面33.中心带孔的圆筒局部是圆筒形34.深腔薄壁容器罩子壳体形复位35.先复位复位杆推杆兼复位杆弹簧复位36.双推出37.高于高于38.很好39.较小平衡动厚最远二、判断题1.√2.√3.×4.×5.×6.×7.√8.√9.×10.×11.√12.√13.×14.√15.×16.√17.√18.×19.√20.√21.×22.√23.×24.×25.√26.√27.×28.×29.√30.×31.√32.×33.×34.×35.√36.×三、选择题1.C2.ABC3.A、CB、D4.B、C、A5.B、C6.B7.A、B8.A、B、D9.B10.C11.B、C、D12.C13.B14.A第七章塑料压缩模塑模具及传递模具一、填空题1.加料腔导柱压缩率薄壁壁厚均匀性要求很高2.环状挤压面配合间隙溢料槽3.流动性好的布片长纤维4.挤压面凸模断面凹模对应部分尺寸5.形状复杂薄壁长流程深形流动性单位压力表观密度6.流动性推出单型腔多型腔7.液压机8.水平投影轮廓水平投影水平投影9.mm10.有利于压力传递便于加料便于安装和固定嵌件保证凸模强度长型芯位于加压方向保证重要尺寸的精度便于塑料流动11.加料腔压塑粉熔融配合
12.不产生溢料,不擦伤模壁小值较大值13.半溢式最薄飞边14.配合分型面水平15.承压凸模固定板加料腔16.间接连接直接连接17.压机18.闭合加料腔浇注系统继续受热受压19.型腔中心20.移动式固定式21.H9/f90.05~0.1mm0.5~1.0mm储料间隙22.主流道分流道浇口反料槽23.反料槽集中流动24.尽量短大端直径塑件留在模具内25.料流末端嵌件壁厚最薄二、判断题1.×2.√3.×4.√5.√6.×7.×8.×9.√10.√11.√12.√13.√14.√15.×16.×17.×18.×19.×20.×三、选择题1.C2.A、CB3.C4.A5.A、B、C6.C7.AC8.A(2)B(6)C(4)D(5)E(3)F(1)9.B第八章挤出机头一、填空题1.挤管机头吹塑薄模机头挤板机头2.直管式机头弯管式机头旁测式机头3.不等于4.熔体流动消除熔体经过分流器后形成的结合缝5.压缩收缩角β30°~50°45°~60°6.高分子分解流速不稳定7.芯棒式机头中心进料的十字机头螺旋式机头旋转式机头双层多层8.压缩比2第九章塑料模材料一、填空题
1.合模压力型腔内熔体压力开模时的拉力熔体对型腔的压力2.摩擦磨损过量变形破裂表面腐蚀3.塑件总数量4.铬5.尖角截面突变6.结构工具正火状态下的45钢7.超低碳高镍马氏体时效钢8.微变形预硬9.电镀氮化渗碳渗硼渗金物理气相沉积化学气相沉积'
您可能关注的文档
- 《土地资源学》刘黎明版课后题答案.doc
- 《土壤地理学》课后答案.doc
- 《土木工程地质》课程复习题答案[1].doc
- 《土木工程材料》复习题+答案.doc
- 《地球科学概论》 复习题 及部分答案.doc
- 《城市规划》复习题及参考答案.doc
- 《基础会计 》复习题答案.doc
- 《基础会计学》第5-6章课后习题及参考答案.doc
- 《基础生态学》(第二版_牛翠娟、孙儒泳、李庆芬)课后思考题答案.doc
- 《外国电影史》课后题答案.doc
- 《外汇交易原理与实务》课后习题参考答案.doc
- 《外贸函电》1-5单元课后习题答案.doc
- 《外贸函电》6-7单元课后习题答案.doc
- 《大学体验英语》综合教程3 课本习题答案.doc
- 《大学德语》第一册练习答案.doc
- 《大学英语自学教程》下册课后习题答案.doc
- 《大学计算机》(三年制)教材课后习题答案.doc
- 《大学计算机信息技术》习题册答案.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明