

- 92.85 KB
- 2022-04-22 13:32:19 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国航空工业标准HB7673^-7676一2000加工钦合金用铝高速钢数控立铣刀2000一09一20发布2001一01一01实施国防科学技术工业委员会批准
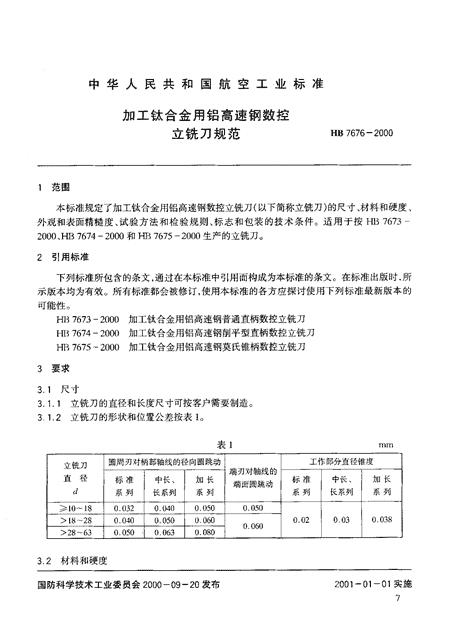
中华人民共和国航空工业标准加工钦合金用铝高速钢数控立铣刀规范HB7676一20001范围本标准规定了加工钦合金用铝高速钢数控立铣刀(以下简称立铣刀)的尺寸、材料和硬度、外观和表面精糙度、试验方法和检验规则、标志和包装的技术条件。适用于按HB7673-2000,HB7674一2000和HB7675一2000生产的立铣刀。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。HB7673一2000加工钦合金用铝高速钢普通直柄数控立铣刀FM7674一2000加工钦合金用铝高速钢削平型直柄数控立铣刀HB7675一2000加工钦合金用铝高谏钢草氏锥柄数控立铣刀要求3.1尺寸3.1.1立铣刀的直径和长度尺寸可按客户需要制造。3.1.2立铣刀的形状和位置公差按表103.2材料和硬度国防科学技术工业委员会2000一09一20发布2001一01一01实施7
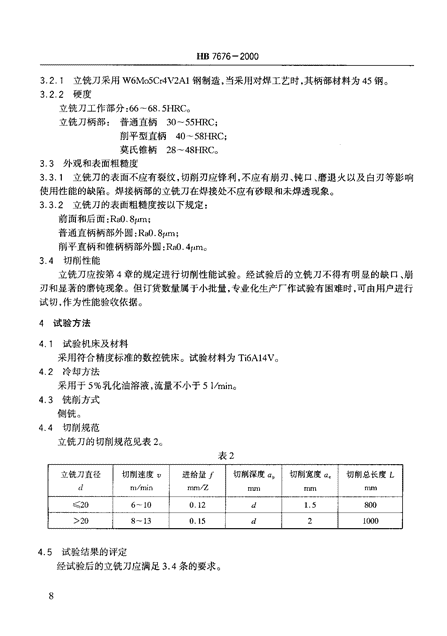
HB7676一20003.2.1立铣刀采用W6Mo5Cr4V2A1钢制造,当采用对焊工艺时,其柄部材料为45钢。3.2.2硬度立铣刀工作部分:66-68.5HRCo立铣刀柄部:普通直柄30一55HRC;削平型直柄40一58HRC;莫氏锥柄28-48HRCo3.3外观和表面粗糙度3.3.1立铣刀的表面不应有裂纹,切削刃应锋利,不应有崩刃、钝口、磨退火以及白刃等影响使用性能的缺陷。焊接柄部的立铣刀在焊接处不应有砂眼和未焊透现象。3.3.2立铣刀的表面粗糙度按以下规定:前面和后面:RaO.8um;普通直柄柄部外圆:RaO.8pm;削平直柄和锥柄柄部外圆:RaO.41,m.3.4切削性能立铣刀应按第4章的规定进行切削性能试验。经试验后的立铣刀不得有明显的缺口、崩刃和显著的磨钝现象。但订货数量属于小批量,专业化生产厂作试验有困难时,可由用户进行试切,作为性能验收依据。4试验方法41试验机床及材料采用符合精度标准的数控铣床。试验材料为Ti6A14Va42冷却方法43采用于5%乳化油溶液,流量不小于51/mina铣削方式侧铣。月J叶﹃切削规范立铣刀的切削规范见表20表2rles、、刀*径1切削,度二一*给、f}切削深度la=}切削宽度“。}切削总长度Lesesesn,/mmrnm仅卜esesl6一100.12卜<20!IL夕2{)8-1318000月只竹户试验结果的评定经试验后的立铣刀应满足3.4条的要求。
HB7676一20005检验规则立铣刀应按第4章的各条要求进行性能抽样试验,试验样本数n,合格判定数A‘和不合格判定数R。按表3的规定。表3批量范围nAcRe51一5003501一3500501>35008标志和包装6.1标志6.1.1产品上应标志:a)制造厂的商标;b)立铣刀直径;c)高速钢代号。6.1.2包装盒上应标志:a)制造厂的名称、地址和商标;b)立铣刀标记;c)高速钢牌号或代号;d)件数;e}制造年月。6.2包装立铣刀在包装前应经防锈处理。包装必须牢固,防止运输过程中损伤。'
您可能关注的文档
- HB7667-2000航空发动机燃油喷嘴性能试验.pdf
- HB7668-2000机载视频跟踪器通用规范.pdf
- HB7669-2000HB7669-2000.pdf
- HB7670-2000空空导弹气动舵机通用规范.pdf
- HB7671-2000飞机结构防腐蚀设计要求.pdf
- HB7672-2000飞机试飞改装通用要求.pdf
- HB7673-2000加工钛合金用铝高速钢普通直柄数控立铣刀.pdf
- HB7674-2000加工钛合金用铝高速钢削平型直柄数控立铣刀.pdf
- HB7675-2000加工钛合金用铝高速钢莫氏锥柄数控立铣刀.pdf
- HB7677-2000防水快卸口盖.pdf
- HB7678-2000焊接无扩口组合导管.pdf
- HB7679-2000进口标准件管理一般要求.pdf
- HB7680-2000金属材料高温疲劳裂纹扩展速率试验方法.pdf
- HB7681-2000渗透检验用材料.pdf
- HB7682-2000低膨胀GH907合金环坯和环形件.pdf
- HB7683-2000航空用粉末冶金不锈钢过滤材料.pdf
- HB7684-2000射线照相检验用线型像质计.pdf
- HB7685-2001飞机燃油系统污染控制要求.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明