

- 139.17 KB
- 2022-04-22 13:32:21 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国航空工业标准HB7678一2000焊接无扩口组合导管2000一09一20发布2001一01一01实施国防科学技术工业委员会批准
Hs7678一2000前言本标准从2001年1月t日起实施。本标准附录A和附录B都是标准的附录。本标准由原航空工业总公司第三O一研究所提出。本标准由原航空工业总公司第三O-研究所归口。本标准主要起草单位:三O一研究所、一三二厂。本标准主要起草人:王余珑、应宝庆、李俊升。
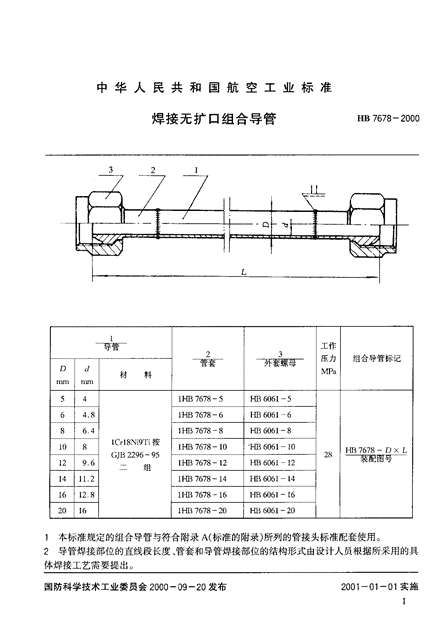
中华人民共和国航空工业标准焊接无扩口组合导管HB7678一2000口卜飞1导管工作23压力组合导管标记管套外套螺母MPaDmdm材料541HB7678一5日日6061一564.81HB7678一6F们6061一686.4IHB7678一8H日6061一81Cr18Ni9’Pi按1081HB7678一10,日B6061一10HB7678一DxL句B2296一9528装配图号129.61闭〕7678一12HB6061一12二组1411.21HB7678一14HB6061一141612.811侣7678一16HB6061一1620161HB7678一20HB6061一201本标准规定的组合导管与符合附录A(标准的附录)所列的管接头标准配套使用。2导管焊接部位的直线段长度、管套和导管焊接部位的结构形式由设计人员根据所采用的具体焊接工艺需要提出。国防科学技术工业委员会2000-09-20发布2001一01一01实施1
HB7678一20003焊接采用非熔化极惰性气体保护焊接,不加焊丝或焊料,并应采用专用的自动焊接设备进行。焊接前应先装外套螺母,焊接后螺母应能顺利通过焊接的部位。焊接的质量控制要求按GJB481-88的工级,推荐采用X光进行无损检查。焊接后焊缝处管套与导管的同轴度偏差不应超过0.2mmo每批零件应采用相同批号的导管、相同批号的管套和相同的焊接参数。每批零件焊接前应使用六个试件进行焊缝的弯曲疲劳试验,以确定焊接参数能否保证焊缝满足疲劳要求。试验方法及要求按附录B(标准的附录)。4所有焊接后的组合导管应清洗、干燥并进行气压泄漏试验或耐压试验,试验方法按印35966一9605其他技术要求:按HB5966一960
HB7678一20001HB7678《管套》其余3iy2一QP乙)101)此长度范围内所有外表面尺寸、公差和表面粗糙度的要求按1HB6067-960标记示例:导管外径D=1Omm,L=25mm的管套标记为1HB7678一10x25导管外径D{,d乙jD(=D)士D0.,055456.11364.867.186.489.11081011.1129.61213.1141411.214巧.21612.81617.420162021.615注:约直径公差按所选用导管的材料标准要求。材料:1Gr18Ni9Ti,棒材技术条件按GJB2294一95,管材技术条件按GJB22%一95}焊接柄长度:焊接柄长度L由设计人员根据所采用的具体焊接工艺需要提出。焊接部位的结构:管套焊接端的结构形式由设计人员根据具体的焊接工艺提出。当采用外购管套时,应在订单或合同中注明所要求的焊接部位结构形式。技术条件:按HB5966一960
HB7678一2000附录A(标准的附录)配套使用的管接头标准同本标准的组合导管配套使用的管接头标准按表Al。表Al序号名称标准号1直通管接头HB5973一962过隔板带密封垫圈直通管接头HI35976一963过隔板直通管接头日日5979一964带凸缘直通管接头HB5982一965变径直通管接头1和5985一966A型拧人式变径直通管接头H日5988一967B型拧人式变径直通管接头H135991一96845。弯管接头HI弓5994一969过隔板45a弯管接头1胡5997一96l0过隔板带密封垫圈45。弯管接头HI36000一96ll拧人式45弯管接头比玉6003一96l29(]a弯节接头日日6006一9613过隔板9()弯管接头HB6009一9614过隔板带密封垫圈9。。弯管接头日B6012一96!l拧人式90弯管接头日B6015一9616三通管接头H13601吕一96l7变径三通管接头日日6021一96l8A型变径三通管接头Hl己6024一96i9过隔板三通管接头日{6027一9620过隔板带密封垫圈三通管接头H136030一962l过隔板不对称三通管接头日日6033一9622过隔板不对称带密封垫圈三通管接头日日6036一9623拧入式三通管接头HB6(139一%24拧人式不对称三通管接头HB6042一96
HB7678一2000续表Al序号名称标准号25四通管接头H】〕6045一9626A型变径四通管接头HB6048一9627B型变径四通管接头日日6051一9628C型变径四通管接头HB6054一9629拧人式四通管接头日B6057一96
HB7678一2000附录B(标准的附录)焊缝的弯曲疲劳试验B1试验件试验件的长度按HB5966一%规定。BZ试验装置进行焊缝的弯曲疲劳试验时,应在试验用组合导管的固定端装上直通管接头或工艺管接头,然后用专用夹具在管接头和管套尾柄两处进行固定。为保证最大应力点尽可能靠近焊缝,受试焊缝边缘与夹具边缘的距离不应超过lmme试验装置的示意图如图。管接头受试焊缝受试组合导管回转接头B3试验试验时不充工作压力,试验载荷的加载方法按HB5966一%。载荷的大小通过计算获得,计算的依据是试验件最大弯矩处的最大弯曲应力值等于导管材料的。b/40试验应力的循环次数为10"次。B4试验后的检查试验后用10倍放大镜检查焊缝,不允许有裂纹出现。'
您可能关注的文档
- HB7669-2000HB7669-2000.pdf
- HB7670-2000空空导弹气动舵机通用规范.pdf
- HB7671-2000飞机结构防腐蚀设计要求.pdf
- HB7672-2000飞机试飞改装通用要求.pdf
- HB7673-2000加工钛合金用铝高速钢普通直柄数控立铣刀.pdf
- HB7674-2000加工钛合金用铝高速钢削平型直柄数控立铣刀.pdf
- HB7675-2000加工钛合金用铝高速钢莫氏锥柄数控立铣刀.pdf
- HB7676-2000加工钛合金用铝高速钢数控立铣刀规范.pdf
- HB7677-2000防水快卸口盖.pdf
- HB7679-2000进口标准件管理一般要求.pdf
- HB7680-2000金属材料高温疲劳裂纹扩展速率试验方法.pdf
- HB7681-2000渗透检验用材料.pdf
- HB7682-2000低膨胀GH907合金环坯和环形件.pdf
- HB7683-2000航空用粉末冶金不锈钢过滤材料.pdf
- HB7684-2000射线照相检验用线型像质计.pdf
- HB7685-2001飞机燃油系统污染控制要求.pdf
- HB7686-2001使用温度高于425℃的MJ螺纹自锁螺母通用规范.pdf
- HB7687-2001使用温度高于425℃的MJ螺纹自锁螺母试验方法.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明