

- 266.22 KB
- 2022-04-22 11:45:29 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'《机械制造工艺学》习题参考答案常同立、杨家武、佟志忠编著清华大学出版社第六章装配工艺规程制定6-1参考答案要点:机器装配是按照机器的技术要求,将零件进行配合和连接,使之成为机器的工艺过程。机器装配包括装配、调整、检验和试验等工作。6-2参考答案要点:1)一般情况下,装配精度是由有关组成零件的加工精度来保证的,这些零件的加工误差的累积将影响装配精度。2)对于某些装配精度要求高的装配单元,特别是装配单元包含零件较多时,常按经济加工精度来确定大部分零件的精度要求,使之易于加工,而在装配阶段采用一定的装配工艺措施(如修配、调整、选配等)来保证装配精度。3)单件自保时,如果机器的装配精度是由一个零件的精度来控制与保证。6-3参考答案要点:什么是装配精度?机器的装配精度主要内容包括:相互尺寸精度、相互位置精度、相对运动精度、相互配合精度。相互尺寸精度是指机器中相关零部件间的相互尺寸关系的精度。例如,机床主轴锥孔中心距床身导轨的距离;尾架顶尖套中心距导轨的距离;主轴锥孔中心距尾架顶尖套中心距导轨的距离等等。相互位置精度是指机器中相关零部件间的相互位置关系的精度。如机床主轴箱中相关轴间中心距尺寸精度和同轴度、平行度、垂直度等。相对运动精度是指机器中作相对运动的零部件之间在运动方向和相对运动速度上的精度。如运动方向与基准间的平行度和垂直度,相对运动部件间的传动精度等。相互配合精度包括配合表面间的配合质量和接触质量。配合质量是指机器中零件配合表面之间到达规定的配合间隙或过盈间隙的程度。接触质量是指机器中两配合或连接表面间达到规定的接触面积的大小和接触点分布的情况。影响装配精度的因素是什么?1)零件精度。一般情况下,装配精度是由有关组成零件的加工精度来保证的。2)加工误差累积。零件的加工误差的累积将影响装配精度。3)装配零件数量。零件数量增加加剧加工误差累积。4)装配工艺措施(如修配、调整、选配等)。常按经济加工精度来确定大部分零件的精度要求,使之易于加工,而在装配阶段采用一定的装配工艺措施(如修配、调整、选配等)来保证装配精度。5)单件自保时,加工能力和零件加工精度是影响装配精度的重要因素。6-4参考答案要点:
除有一般尺寸链的特点外,还有:(1)封闭环一般为某一个配合间隙量或配合过盈量(即装配精度要求);(2)组成环在装配尺寸链中按最短路径原则,“一件一环”;(3)装配尺寸链计算通常采用对称公差法;(4)装配尺寸链组成环经常比较多,经常用概率法计算。(5)装配尺寸链计算经常与装配方法联系密切。6-5参考答案要点:装配尺寸链计算极值法的特点优点是计算简单,极值法设计的零件具有完全的互换性。缺点是极值法根据极大极小的极端情况推导出来的,故在既定封闭环的情况下,计算出的组成环公差往往过于严格。尺寸环多时,易造成无法加工。装配尺寸链计算概率法的特点优点是若组成环数目较多时采用概率解法计算装配尺寸链更为合理。采用概率法计算装配尺寸链,可以扩大各零件的制造公差,降低制造成本。缺点是计算较繁琐,极值法设计的零件不具有完全的互换性。6-6参考答案要点:互换装配法是从制造合格的同规格零件中任取一个用来装配均能达到装配精度要求的装配方法。按互换程度的不同,互换装配法分为完全互换装配法与大数互换装配法。完全互换装配法是在产品装配时各组成环零件不需挑选或改变其大小或位置,全部产品装配后即能达到封闭环的公差要求。大数互换装配法是指在产品装配时,各组成环零件不需挑选或改变其大小或位置,绝大多数装配后即能达到封闭环的公差要求。6-7参考答案要点:分组装配法是先将组成环的公差相对于完全互换装配法所求之公差数值增大若干倍,使组成环零件加工较为经济。然后,将各组成环零件按实际尺寸进行分组,各对应组零件进行装配,从而达到封闭环公差要求的装配方法。特点:分组装配法特点是在保证装配精度条件下,分组装配法可降低装配精度对组成环的加工精度要求。但是,分组装配法增加了测量、分组和配套工作。当组成环数较多时,上述工作就会变得非常复杂。适用范围:分组装配法适用于成批大量生产中封闭环公差要求很严、尺寸链组成环很少的装配尺寸链中。6-8参考答案要点:修配装配法是将装配尺寸链中各组成环的公差相对于互换装配法所求之值增大,使其能按现有生产条件下较经济的加工精度制造,装配时通过去除补偿环(或称修配环,是预先选定的某一组成环)部分材料,改变其实际尺寸,使封闭环达到精度要求的装配方法。特点:修配法可以降低对组成环的加工要求,利用修配补偿环的方法可获得较高的装配精度,尤其
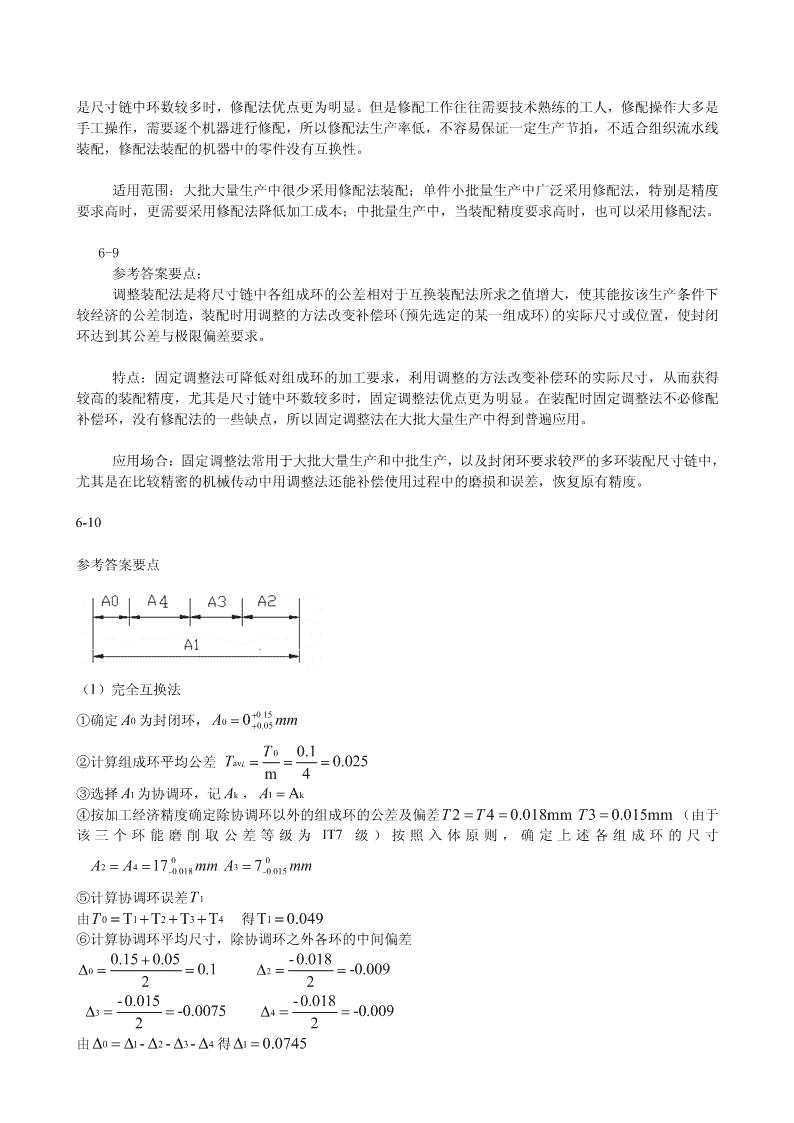
是尺寸链中环数较多时,修配法优点更为明显。但是修配工作往往需要技术熟练的工人,修配操作大多是手工操作,需要逐个机器进行修配,所以修配法生产率低,不容易保证一定生产节拍,不适合组织流水线装配,修配法装配的机器中的零件没有互换性。适用范围:大批大量生产中很少采用修配法装配;单件小批量生产中广泛采用修配法,特别是精度要求高时,更需要采用修配法降低加工成本;中批量生产中,当装配精度要求高时,也可以采用修配法。6-9参考答案要点:调整装配法是将尺寸链中各组成环的公差相对于互换装配法所求之值增大,使其能按该生产条件下较经济的公差制造,装配时用调整的方法改变补偿环(预先选定的某一组成环)的实际尺寸或位置,使封闭环达到其公差与极限偏差要求。特点:固定调整法可降低对组成环的加工要求,利用调整的方法改变补偿环的实际尺寸,从而获得较高的装配精度,尤其是尺寸链中环数较多时,固定调整法优点更为明显。在装配时固定调整法不必修配补偿环,没有修配法的一些缺点,所以固定调整法在大批大量生产中得到普遍应用。应用场合:固定调整法常用于大批大量生产和中批生产,以及封闭环要求较严的多环装配尺寸链中,尤其是在比较精密的机械传动中用调整法还能补偿使用过程中的磨损和误差,恢复原有精度。6-10参考答案要点(1)完全互换法+0.15①确定A0为封闭环,A0=0mm+0.05T01.0②计算组成环平均公差TavL===.0025m4③选择A1为协调环,记Ak,A1=Ak④按加工经济精度确定除协调环以外的组成环的公差及偏差T2=T4=0.018mmT3=.0015mm(由于该三个环能磨削取公差等级为IT7级)按照入体原则,确定上述各组成环的尺寸00A2=A4=17mmA3=7mm-0.018-0.015⑤计算协调环误差T1由T0=T1+T2+T3+T4得T1=0.049⑥计算协调环平均尺寸,除协调环之外各环的中间偏差0.15+0.05-0.018Δ0==0.1Δ2==-0.00922-0.015-0.018Δ3==-0.0075Δ4==-0.00922由Δ0=Δ1-Δ2-Δ3-Δ4得Δ1=0.0745
协调环的名义尺寸A1m=A1+Δ1=41.0745T10则A1=A1m±=41.0745±0.0245=41.099-0.0492尺寸A1A2A3A40000数值41.09917mm7mm17mm-0.049-0.018-0.015-0.018(2)大数互换法+0.15①确定A0为封闭环,A0=0mm+0.05T01.0②计算组成环平均公差TavQ===50.0m2③选择A1为协调环,记Ak,A1=Ak④按加工经济精度确定除协调环以外的组成环的公差及偏差T2=T4=0.018mmT3=.0015mm(由于该三个环能磨削取公差等级为IT7级)按照入体原则,确定上述各组成环的尺寸00A2=A4=17mmA3=7mm-0.018-0.015⑤计算协调环误差T122222由T0=T1+T2+T3+T4得T1=0.0956各环的中间偏差0.15+0.05-0.018Δ0==0.1Δ2==-0.00922-0.015-0.018Δ3==-0.0075Δ4==-0.00922由Δ0=Δ1-Δ2-Δ3-Δ4得Δ1=0.0745协调环的名义尺寸A1m=A1+Δ1=41.0745T10则A1=A1m±=41.0745±0.0478=41.1223mm-0.09562尺寸A1A2A3A40000数值41.122317717-0.0956-0.018-0.015-0.018(3)修配法+0.15①确定A0为封闭环,A0=0mm+0.05T01.0②计算组成环平均公差TavL===.0025m4③选择A3为修配环,属于“越修越大”的情况
④查表可得:T1=0.1T2=T4=0.043T3=Tk=0.036(经济加工精度IT9)00按照入体原则,确定上述各组成环的尺寸A2=A4=17mmA1=41mm-0.043-0.1⑤计算封闭环实际公差T0L=T1+T2+Tk+T4=0.222⑥计算修配环的最大补偿量Fmax=T0L−T0=.0222−1.0=.0122⑦除协调环之外各环的中间偏差0.15+0.05-0.1Δ0==0.1Δ1==-0.0522-0.043-0.043Δ2==-0.0215Δ4==-0.021522Δ0=Δ1-Δ2-Δ4-Δk解得:Δk=.0-107⑧计算中间尺寸Akm=Ak+Δk=7+(-0.107)=6.893初步拟定补偿环的尺寸Akc=.6893±.0018⑨验算装配后封闭环的极限尺寸11L0Emax=A0m+T0L=1.0+×.0222=.02112211L0Emin=A0m−T0L=1.0−×.0222=−0.01122按照装配精度要求,封闭环的极限尺寸L0max=.015L0min=0.05由于修配环属于“越修越大”的情况L0Emax=L0max对初步拟定的Akc进行修正0Ak=Akc+(L0Emax-L0max)=6.893±0.018+0.061=6.972-0.036尺寸A1A2A3A40000数值41176.97217-0.1-0.043-0.036-0.043(4)调整法+0.15①确定A0为封闭环,A0=0mm+0.05T01.0②计算组成环平均公差TavL===.0025m4③选择A3为补偿环,记Ak,A3=Ak④根据题意得:T1=0.1T2=T4=0.043T3=Tk=0.0200按照入体原则,确定上述各组成环的尺寸A2=A4=17mmA1=41mm-0.043-0.1⑤计算封闭环实际公差T0L=T1+T2+Tk+T4=0.206⑥计算补偿环的补偿量F=T0L−T0=2.006−1.0=1.006
⑦计算补偿环补偿能力S=T0−Tk=.0-1.002=.008mm⑧计算分组数F0.106N=+1=+1=2.325N取3S0.08⑨计算各组补偿环尺寸中间偏差:0.15+0.05-0.1Δ0==0.1Δ1==-0.0522-0.043-0.043Δ2==-0.0215Δ4==-0.021522Δ0=Δ1-Δ2-Δ4-Δk解得:Δk=.0-107Akm=Ak+Δk=7+(-0.107)=6.893∵补偿环分组数为奇数∴Akm1=.6893Akm2=.6893+S=6.893+0.08=6.973Akm3=.6893−S=6.893−0.08=6.8130∴Ak1=.6893±0.01=6.903mm-0.020Ak2=6.973±0.01=6.983mm-0.020Ak3=6.813±0.01=6.823mm-0.02尺寸A1A2A4Ak1Ak2Ak3000000数值4117176.9036.9836.823-0.1-0.043-0.043-0.02-0.02-0.026-11参考答案:①确定为封闭环,+0.07A0A0=0mm+0.01②计算组成环平均公差TT00.06.002avL===m3③选择A3为修配环,只修配A面时属于“越修越大”的情况;只修配B面时属于“越修越大”的情况;可以修配A面,也可以修配B面时,修配A面时属于“越修越大”的情况;修配B面时属于“越修越大”的情况。
④查表可得:T1=T2=0.033T3=Tk=0.014(经济加工精度IT8)按照入体原则,确定上述各组成环的尺寸A+0.033mm,01=03A2=03mm0-0.033⑤计算封闭环实际公差T0L=T1+T2+Tk=0.08⑥计算修配环的最大补偿量Fmax=T0L−T0=80.0−60.0=20.0⑦除协调环之外各环的中间偏差0.01+0.070.033Δ0==0.04Δ==0.0165122-0.033Δ2==-0.01652Δ0=Δ1-Δ2-Δk解得:Δk=.0-007⑧计算中间尺寸Akm=Ak+Δk=0+(-0.007)=.0-007初步拟定补偿环的尺寸Akc=−.0007±.0007⑨验算装配后封闭环的极限尺寸11L0Emax=A0m+T0L=40.0+×80.0=80.02211L0Emin=A0m−T0L=40.0−×80.0=022按照装配精度要求,封闭环的极限尺寸L0max=70.0L0min=0.01(1)只修配A面时,试用修配法确定修配环尺寸及其极限偏差。由于修配环属于“越修越小”的情况,需要L0Eminx=L0min对初步拟定的Akc进行修正0Ak=Akc+(L0Emin-L0min)=−.0007±.0007−0.01=−.0017±.0007=−.001−.0014尺寸A1A2A3+0.03300数值03030-0.033−.001−.0014(2)只修配B面时,试用修配法确定修配环尺寸及其极限偏差。由于修配环属于“越修越大”的情况,需要L0Emax=L0max对初步拟定的Akc进行修正0Ak=Akc+(L0Emax-L0max)=−.0007±.0007+0.01=.0003±.0007=.001−.0014尺寸A1A2A3+0.03300数值03030-0.033.001−.0014(3)可以修配A面,也可以修配B面时,试用修配法确定修配环尺寸及其极限偏差。若修配A面时属于“越修越大”的情况;若修配B面时属于“越修越大”的情况,可以对称安排公差带,L0Emax−L0max=L0min−L0Eminx验算上式,符合。不需要对初步拟定的Akc进行修正
0Ak=Akc=−.0007±.0007=0−.0014尺寸A1A2A3+0.03300数值03030-0.0330−.00146-12参考答案要点:装配工艺规程是指导装配生产的主要技术文件,制定装配工艺规程是一项重要工作。作用:装配工艺规程对保证装配质量、提高装配生产效率、缩短装配周期、减轻装配工人的劳动强度、缩小装配占地面积和降低成本等都有重要的影响。制定原则:(1)保证产品的质量;(2)满足装配周期的要求;(3)要尽量减少手工劳动量6-13参考答案要点:按机器产品在装配过程中移动与否,装配的组织形式分为固定式和移动式两种。固定式装配组织形式是在一个固定的地点进行全部装配工作,机器在装配过程中不移动,多用于单件小批生产或重型产品的成批生产。移动式装配是将零、部件用输送带或小车按装配顺序从一个装配地点移动到下一个装配地点,各装配地点分别完成一部分装配工作,全部装配工作分散到各个装配地点分别进行,全部装配地点完成机器的全部装配工作。1)大批量生产时,多采用流水装配,有连续移动、间歇移动及可变节奏移动等方式,还可采用自动装配机或自动装配线。2)成批生产时,笨重、批量不大的产品多采用固定式流水装配;批量较大时采用移动流水装配;多品种平行投产时采用多品种可变节奏流水装配。3)单件小批生产时,多采用固定装配或固定式流水装配。6-14参考答案要点:机器装配顺序安排如下:(1)工件要预先处理,如工件的倒角,去毛刺与飞边、清洗和干燥等。(2)先基准件、重大件的装配,以便保证装配过程的稳定性。(3)先复杂件、精密件和难装配件的装配,以保证装配顺利进行。(4)先进行易破坏以后装配质量的工作,如冲击性质的装配、压力装配和加热装配。(5)集小安排使用相同设备及工艺装备的装配和有共同特殊装配环境的装配。(6)处于基准件同一方位的装配应尽可能集中进行。(7)电线、油气管路的安装应与相应工序同时进行。(8)易燃、易爆、易碎,有毒物质或零、部件的安装,防护工作量,保证装配工作顺利完成。6-15参考答案要点:
装配工序设计的主要内容有:(1)制定装配工序的操作规范。例如:螺栓联结的预紧力矩、装配环境等。(2)选择设备与工艺装备。若需要专用设备与工艺装备.则应提出设计任务书。(3)确定工时定额,并协调各装配工序内容。在大批大量生产时,要平衡装配工序的节拍,均衡生产,实现流水装配。'
您可能关注的文档
- 第二章曹雪虹习题答案[1].doc
- 第五流体力学习题答案.doc
- 第五版 流体力学习题答案完整版.doc
- 第五版《高级会计学》耿建新,戴德明课后习题答案.doc
- 第五版复习题基础护理学试题及答案.doc
- 第五版有机化学-华北师范大学-李景宁-全册-习题答案.doc
- 第五版混凝土与砌体工程12.13.15章答案.doc
- 第五版版《国际贸易》课后习题答案(薛荣久著).doc
- 第五章习题及答案.doc
- 第十九章《四边形》单元总复习题(含答案).doc
- 第十章习题答案.doc
- 第四版《财务会计》练习答案10.doc
- 第四版《高分子化学》思考题课后答案_潘祖仁.doc
- 第四章 习题解答和解析.doc
- 第四章习题与答案.doc
- 第四轮公修课《突发事件》练习题答案.doc
- 答案《审计学》习题.doc
- 简-201310补充财务管理复习题及答案.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明