

- 114.50 KB
- 2022-04-22 11:16:33 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
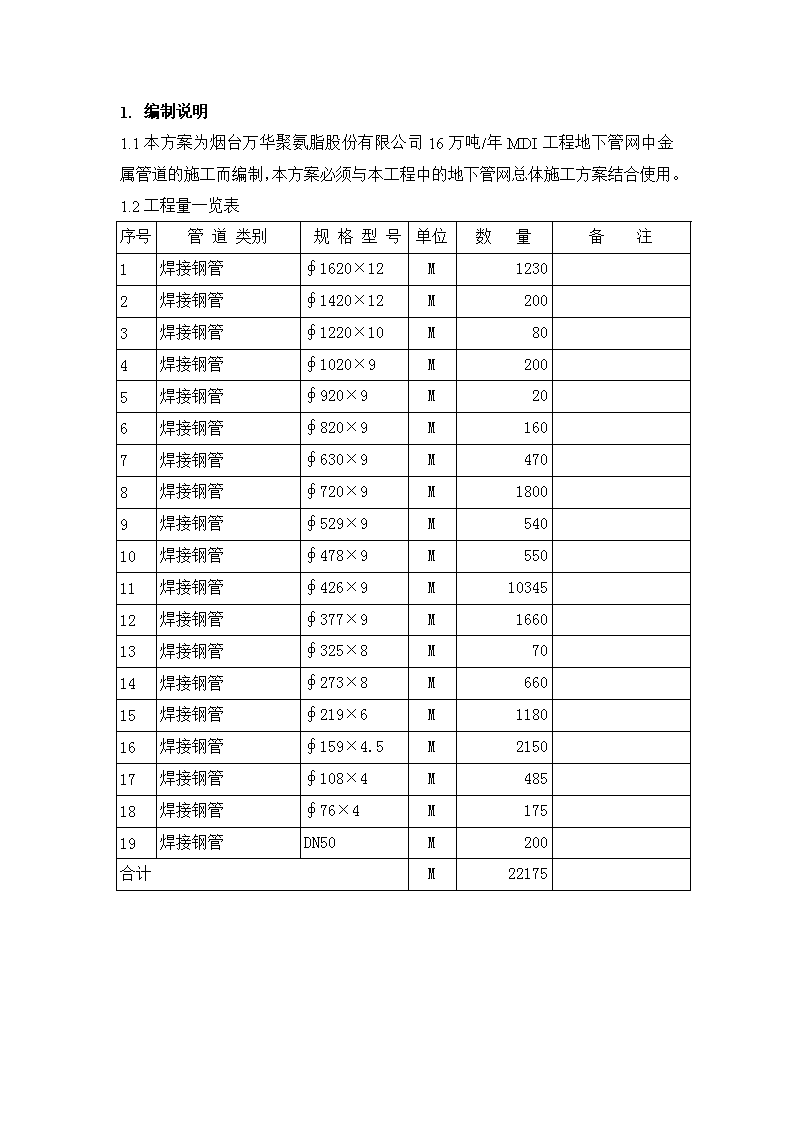
'1.编制说明1.1本方案为烟台万华聚氨脂股份有限公司16万吨/年MDI工程地下管网中金属管道的施工而编制,本方案必须与本工程中的地下管网总体施工方案结合使用。1.2工程量一览表序号管道类别规格型号单位数量备注1焊接钢管∮1620×12M12302焊接钢管∮1420×12M2003焊接钢管∮1220×10M804焊接钢管∮1020×9M2005焊接钢管∮920×9M206焊接钢管∮820×9M1607焊接钢管∮630×9M4708焊接钢管∮720×9M18009焊接钢管∮529×9M54010焊接钢管∮478×9M55011焊接钢管∮426×9M1034512焊接钢管∮377×9M166013焊接钢管∮325×8M7014焊接钢管∮273×8M66015焊接钢管∮219×6M118016焊接钢管∮159×4.5M215017焊接钢管∮108×4M48518焊接钢管∮76×4M17519焊接钢管DN50M200合计M22175
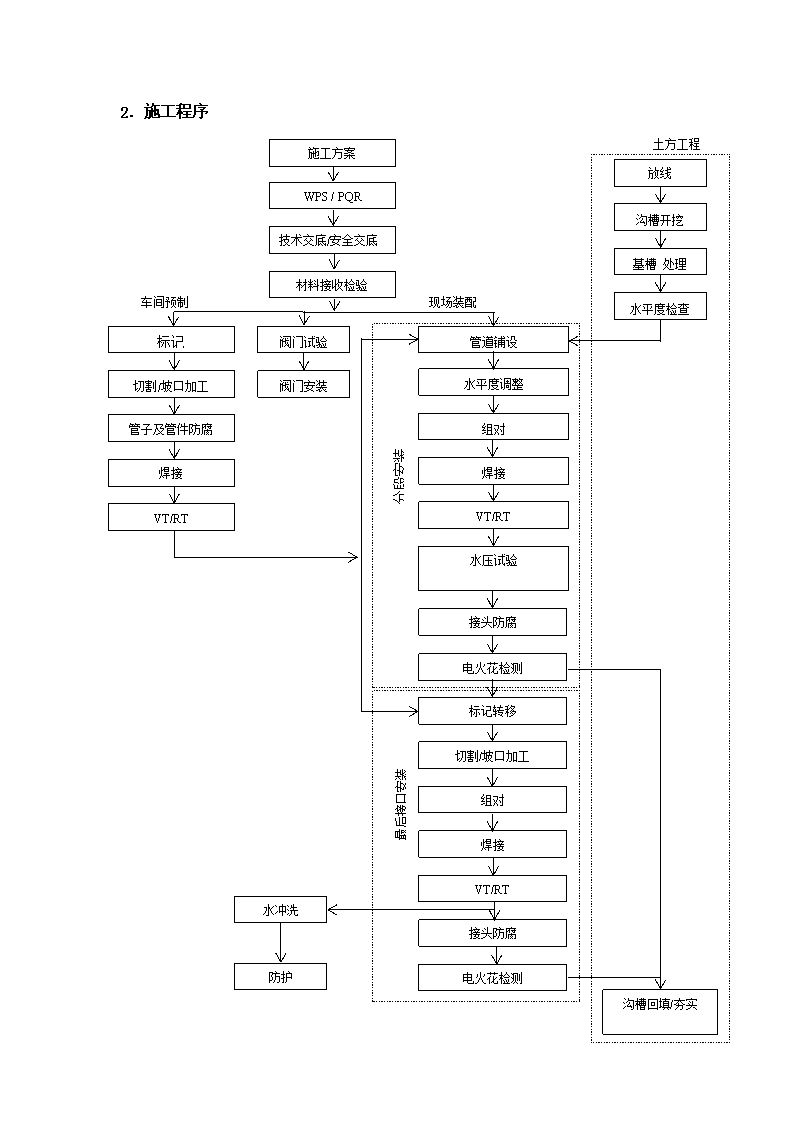
2.施工程序土方工程现场装配车间预制施工方案WPS/PQR技术交底/安全交底材料接收检验标记切割/坡口加工管子及管件防腐焊接VT/RT放线沟槽开挖基槽处理水平度检查管道铺设水平度调整组对焊接VT/RT水压试验接头防腐电火花检测标记转移切割/坡口加工组对焊接VT/RT接头防腐电火花检测阀门试验阀门安装沟槽回填/夯实水冲洗防护分段安装最后接口安装装腔作势装
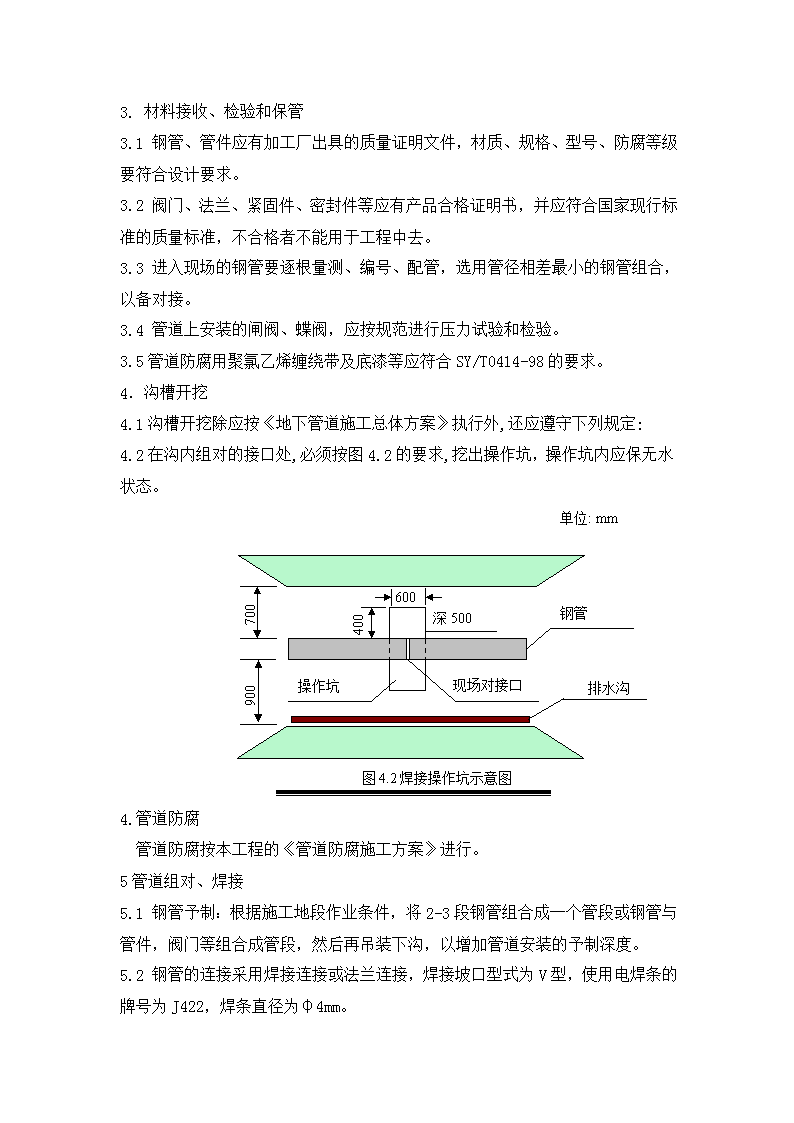
3.材料接收、检验和保管3.1钢管、管件应有加工厂出具的质量证明文件,材质、规格、型号、防腐等级要符合设计要求。3.2阀门、法兰、紧固件、密封件等应有产品合格证明书,并应符合国家现行标准的质量标准,不合格者不能用于工程中去。3.3进入现场的钢管要逐根量测、编号、配管,选用管径相差最小的钢管组合,以备对接。3.4管道上安装的闸阀、蝶阀,应按规范进行压力试验和检验。3.5管道防腐用聚氯乙烯缠绕带及底漆等应符合SY/T0414-98的要求。4.沟槽开挖4.1沟槽开挖除应按《地下管道施工总体方案》执行外,还应遵守下列规定:4.2在沟内组对的接口处,必须按图4.2的要求,挖出操作坑,操作坑内应保无水状态。排水沟900深500图4.2焊接操作坑示意图现场对接口单位:mm钢管操作坑4006007004.管道防腐管道防腐按本工程的《管道防腐施工方案》进行。5管道组对、焊接5.1钢管予制:根据施工地段作业条件,将2-3段钢管组合成一个管段或钢管与管件,阀门等组合成管段,然后再吊装下沟,以增加管道安装的予制深度。5.2钢管的连接采用焊接连接或法兰连接,焊接坡口型式为V型,使用电焊条的牌号为J422,焊条直径为φ4mm。
2.0-4.0(1.5-3.0)14(8)1.0-2.0(1.0-1.5)60°±5°图5.4坡口尺寸5.3钢管组对纵向焊缝的间距应大于300mm,直管管段两相邻环向焊缝的间距不小于200mm。5.4钢管组对先修口、清根,坡口尺寸和组对间隙见图5.4。5.5对口时要保持内壁齐平,采用300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差0.2倍的壁厚。5.6焊口组对间隙和错口量的调整要使用专有工具调整,不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。5.7钢管的组对严禁采用强行施力措施消除偏差,避免附加应力的产生。5.8焊口组对要经检查合格后方可进行点焊,点焊焊条与焊接用焊条相同,点焊要对称进行,厚度与第一层焊接厚度一致。点焊长度按表5.8的要求进行;管径(mm)点焊长度(mm)环向点焊点(mm)350—50050—605600—70060—706≥80080—100点焊间距不宜大于400mm5.9钢管的闭合焊接,应选择在气温较为适宜,无阳光直照的条件下进行,目的是控制地下钢管闭合温度差在±25℃范围内,具体施焊时间应根据现场条件和环境温度确定。5.10焊缝的外观质量要符合现行国家标准GB50268-97中表4.2.17的要求,焊缝的外观检查应在清除完焊缝的渣皮,飞溅物后,水压试验前进行。5.11管径大于800mm的钢管,所有焊缝均用煤油作油渗检验,检验时在焊缝的管内侧涂刷煤油,外侧涂刷大白浆,待煤油充分渗透后,检查无渗出煤油斑点为合格。5.12所有固定焊口的钢管焊缝按10%的比例进行超声波探伤检查,质量标准符合现行国家标准GB50236-97中Ⅲ级焊缝规定。抽查的焊缝要覆盖到每个焊工。5.13不合格的焊缝返修次数不得超过三次。5.14
当工作环境的风力大于5级,雨天相对湿度大于90%,无任何保护措施时,严禁施焊。5.15用于钢管焊接的焊条要干燥,应按焊条产品说明中的要求进行保管和烘干。5.16支管及阀门安装5.16.1按施工图的位置正确安装支管和阀门。在干管上开孔时,要注意不得在干管的纵向和环向焊缝处开孔。5.16.2法兰接口平行度允许偏差不大于2mm;螺孔中心允许偏差为孔径的5%。5.16.3法兰的连接使用配套供应的螺栓,安装方向应一致,螺栓应对称坚固,紧好的螺栓应露出螺母2-3扣。5.16.4与法兰接口两侧相邻的第一个焊接接口,待法兰螺栓坚固后再施工。5.16.5法兰接口埋入土中时要进行防腐,具体防腐方法,会同设计到现场确定。5.17吊装下沟、稳管5.17.1钢管下沟前检查槽基和钢管外防腐,合格后方可下管。5.17.2下管前将沟槽底部砖、石及其它杂物清理干净。5.17.3钢管采用机械下管,机械下管有困难时可采用人工下管。机械下管采用汽车式起重机,用兜身吊带和专用索具起吊,吊装示意图见图尼龙吊带L<30m25吨吊车(2点)NylonbeltL>30m25吨吊车(2点)25吨吊车(2点)
5.17.4钢管吊装下沟时,起吊要平稳,不得撞击沟壁,保护好防腐层不受损伤。5.17.5吊装下管设专人指挥,起重臂和吊物下不得站人和有行人通过。吊车站住距沟槽边缘将距不小于1.5m。5.17.6管道安装允许偏差为:轴线位置不大于30mm,高程不大于±20mm。轴线位置用边线桩控制,控制桩间距不大于20mm,高程用水准仪跟踪测量。6管道水压试验6.1管道水压试验按施工段在管道安装完毕后分段进行,试验压力1.0MPa。6.2水压试验具备的条件:管道安装检查合格,沟槽按规定回填完。6.3水压试验用水为施工用洁净水;当水源距试压管段较远时,用临时管接引,引水管用DN50的焊接钢管铺设。6.4试压用压力表用1.5级的弹簧压力表,量程为0-2.5MPa,每个试压系统的压力表数量不少于2块,分别设在试压管段的两端。6.5管道试压前2-3天开始向试压管道内灌水,向管内灌水要缓慢。灌水时,在试压管段的最高点和凸起点设排气阀,将管内气体排净。管道升压要在管内水充分稳定后进行。保证管段的浸泡时间不少于24h。6.6强度试压:水压试验要分级升压,升压过程要平稳,每次升压以0.2MPa为宜,待水压升到试验压力后,保持恒压10min,对管道进行全面检查,以无破损和漏水现象为合格。6.7严密性试验:管道强度试验合格后,用放水法进行严密性试验,以渗水量不大于0.063L/min·km为合格。6.8水压试验合格后从最底点处将水排出放净。7管道接口外防腐管道接口外防腐按《钢管防腐施工方案》进行施工。8管沟回填管沟回填按《地下管道施工总体方案》中要求进行回填。'