

- 54.80 KB
- 2022-04-22 13:44:46 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
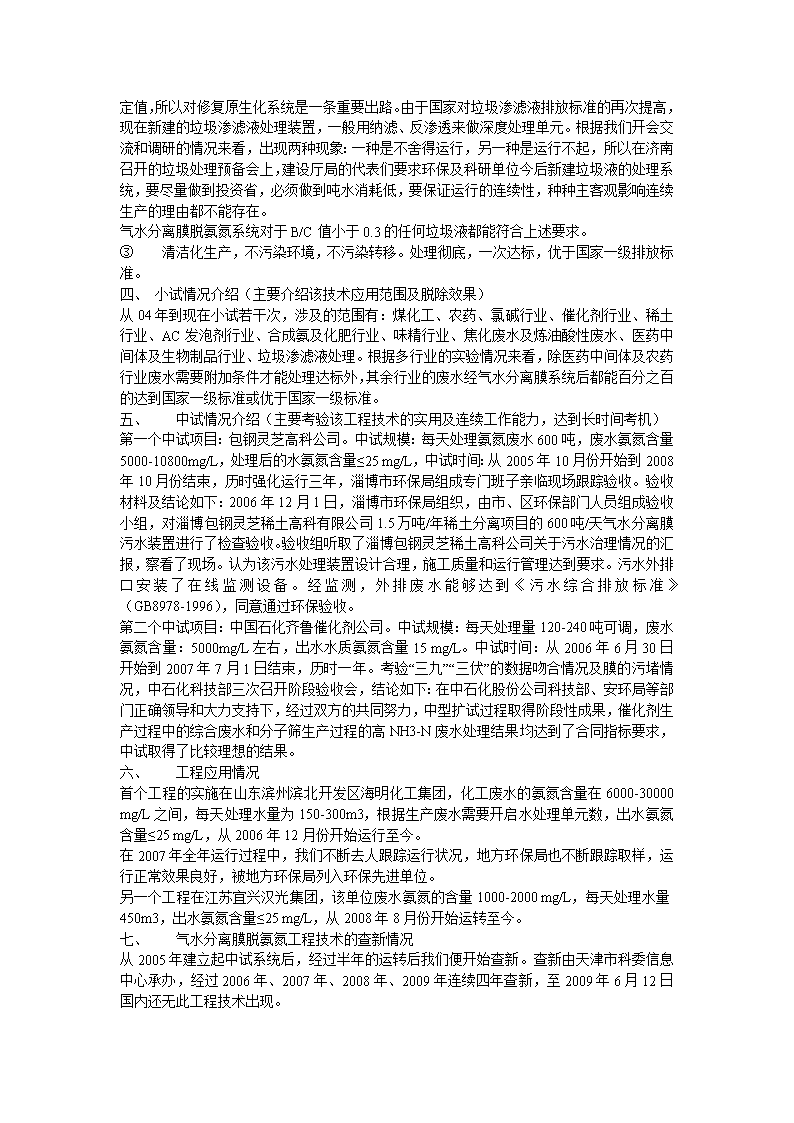
'一、 简述2008年排向海洋的废水中氨氮约90万吨,按氨氮含量5000mg/L每天每厂500吨高氨氮废水计算,相当于1000个工厂每天不经过处理直接排入大海。高氨氮废水的处理就目前常用的几种方法来讲,投资大、吨水运行费用高、波动性大、处理不彻底,一次不达标还需要后续处理方法。有的单位安装了设备运行不起,有的单位抽取大量地下水或抽取沿江、河、湖、海的水去稀释达到达标排放。甚至有的单位用高压泵直接压入地下。造成的后果比汶川地震、南方冰冻雪灾、洪水及旱涝严重的多的多。国家在“十二五”碧海行动计划编制纲要中的指导思想和原则如下:以恢复和改善近岸海域的水质和生态环境为立足点,陆海兼顾,河海统筹,把近岸海域、入海河流和陆域作为有机的整体,以整治陆源污染和海岸带综合治理为重点遏制海域环境的不断恶化,努力增强海洋生态系统服务功能,确保沿海地区社会经济的可持续发展,建设优良美丽的“碧海”。二、 气水分离膜脱除氨氮原理及简介氨氮在水中存在着离解平衡,随着PH升高,氨在水中NH3形态比例升高,在一定我温度和压力下,NH3的气态和液态两项达到平衡。根据化学平衡移动的原理即吕.查德里(A.L.LEChatelier)原理。在自然界中一切平衡都是相对的和暂时的。化学平衡只是在一定条件下才能保持“假若改变平衡系统的条件之一,如浓度、压力或温度,平衡就向能减弱这个改变的方向移动。”遵从这一原理进行了如下设计理念(见下图):T1、T2 — 是膜两侧的温度P1、P2 — 是膜两侧的压力PH1、PH2— 分别是膜两侧的溶液的PH值在膜的一侧是高浓度氨氮废水,另一侧是酸性水溶液或水。当左侧温度T1>20℃,PH1>9,P1>P2保持一定的压力差,那么废水中的游离氨NH4+,就变为氨分子NH3,并经原料液侧介面扩散至膜表面,在膜表面分压差的作用下,穿越膜孔,进入吸收液,迅速与酸性溶液中的H+反应生成铵盐。反应方程是:2NH3 + H2SO4 = (NH4)2SO4NH3 + HCl = NH4ClNH3 + HNO3 = NH4NO3生成的铵盐质量浓度可达20%~30%,成为清洁的工业原料。而废水中的氨氮可以降至15mg/L以下。三、 垃圾渗透液扩试情况介绍: 天津北辰垃圾发电厂的渗滤液水质:COD:20000~50000mg/L;BOD2400~4500mg/L;氨氮含量:2000-3000mg/L,经过扩试得出的结论如下:作为一种新型的膜技术处理氨氮的方法,和汽提法、吹脱法、化学沉淀法、硝化反硝化及其它处理方法相比,有如下优点:① 吨水投资省,吨水运行费低,能综合利用脱除的氨氮变为优质的氮肥。②
在原来国家标准要求下所建立的垃圾渗滤液处理系统一般都是生化法,而随着垃圾场年龄的增加,氨氮的含量也在不断的增加,致使生化单元微生物消解能力越来越差,出水水质不断恶化。要想出水水质稳定达标去除渗滤液中的重金属离子和氨氮是主要的,因为重金属离子和超量的氨氮会破坏微生物细胞壁而使微生物失去活性。而气水分离膜脱氨氮系统对重金属离子的去除率为90%,对氨氮的去除率为99.9%,或按微生物的需求而出水氨氮为恒定值,所以对修复原生化系统是一条重要出路。由于国家对垃圾渗滤液排放标准的再次提高,现在新建的垃圾渗滤液处理装置,一般用纳滤、反渗透来做深度处理单元。根据我们开会交流和调研的情况来看,出现两种现象:一种是不舍得运行,另一种是运行不起,所以在济南召开的垃圾处理预备会上,建设厅局的代表们要求环保及科研单位今后新建垃圾液的处理系统,要尽量做到投资省,必须做到吨水消耗低,要保证运行的连续性,种种主客观影响连续生产的理由都不能存在。气水分离膜脱氨氮系统对于B/C值小于0.3的任何垃圾液都能符合上述要求。③ 清洁化生产,不污染环境,不污染转移。处理彻底,一次达标,优于国家一级排放标准。四、小试情况介绍(主要介绍该技术应用范围及脱除效果)从04年到现在小试若干次,涉及的范围有:煤化工、农药、氯碱行业、催化剂行业、稀土行业、AC发泡剂行业、合成氨及化肥行业、味精行业、焦化废水及炼油酸性废水、医药中间体及生物制品行业、垃圾渗滤液处理。根据多行业的实验情况来看,除医药中间体及农药行业废水需要附加条件才能处理达标外,其余行业的废水经气水分离膜系统后都能百分之百的达到国家一级标准或优于国家一级标准。五、 中试情况介绍(主要考验该工程技术的实用及连续工作能力,达到长时间考机)第一个中试项目:包钢灵芝高科公司。中试规模:每天处理氨氮废水600吨,废水氨氮含量5000-10800mg/L,处理后的水氨氮含量≤25mg/L,中试时间:从2005年10月份开始到2008年10月份结束,历时强化运行三年,淄博市环保局组成专门班子亲临现场跟踪验收。验收材料及结论如下:2006年12月1日,淄博市环保局组织,由市、区环保部门人员组成验收小组,对淄博包钢灵芝稀土高科有限公司1.5万吨/年稀土分离项目的600吨/天气水分离膜污水装置进行了检查验收。验收组听取了淄博包钢灵芝稀土高科公司关于污水治理情况的汇报,察看了现场。认为该污水处理装置设计合理,施工质量和运行管理达到要求。污水外排口安装了在线监测设备。经监测,外排废水能够达到《污水综合排放标准》(GB8978-1996),同意通过环保验收。第二个中试项目:中国石化齐鲁催化剂公司。中试规模:每天处理量120-240吨可调,废水氨氮含量:5000mg/L左右,出水水质氨氮含量15mg/L。中试时间:从2006年6月30日开始到2007年7月1日结束,历时一年。考验“三九”“三伏”的数据吻合情况及膜的污堵情况,中石化科技部三次召开阶段验收会,结论如下:在中石化股份公司科技部、安环局等部门正确领导和大力支持下,经过双方的共同努力,中型扩试过程取得阶段性成果,催化剂生产过程中的综合废水和分子筛生产过程的高NH3-N废水处理结果均达到了合同指标要求,中试取得了比较理想的结果。六、 工程应用情况首个工程的实施在山东滨州滨北开发区海明化工集团,化工废水的氨氮含量在6000-30000mg/L之间,每天处理水量为150-300m3,根据生产废水需要开启水处理单元数,出水氨氮含量≤25mg/L,从2006年12月份开始运行至今。在2007年全年运行过程中,我们不断去人跟踪运行状况,地方环保局也不断跟踪取样,运行正常效果良好,被地方环保局列入环保先进单位。另一个工程在江苏宜兴汉光集团,该单位废水氨氮的含量1000-2000mg/L,每天处理水量450m3,出水氨氮含量≤25mg/L,从2008年8月份开始运转至今。七、
气水分离膜脱氨氮工程技术的查新情况从2005年建立起中试系统后,经过半年的运转后我们便开始查新。查新由天津市科委信息中心承办,经过2006年、2007年、2008年、2009年连续四年查新,至2009年6月12日国内还无此工程技术出现。八、 结论氨氮存在于许多工业废水中。气水分离膜系统是我公司独家技术,至今国内无此技术工程实例出现。经工程实践验证,与传统的吹脱、汽提方法相比,我公司气水分离膜技术具有零污染、低投资、低能耗、可变废为宝等新型工艺特点,符合人类绿色生态的理念,是治理氨氮废水工艺的一次革命性飞跃,为污水处理行业做出巨大的贡献!'