

- 245.70 KB
- 2022-04-22 13:39:52 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
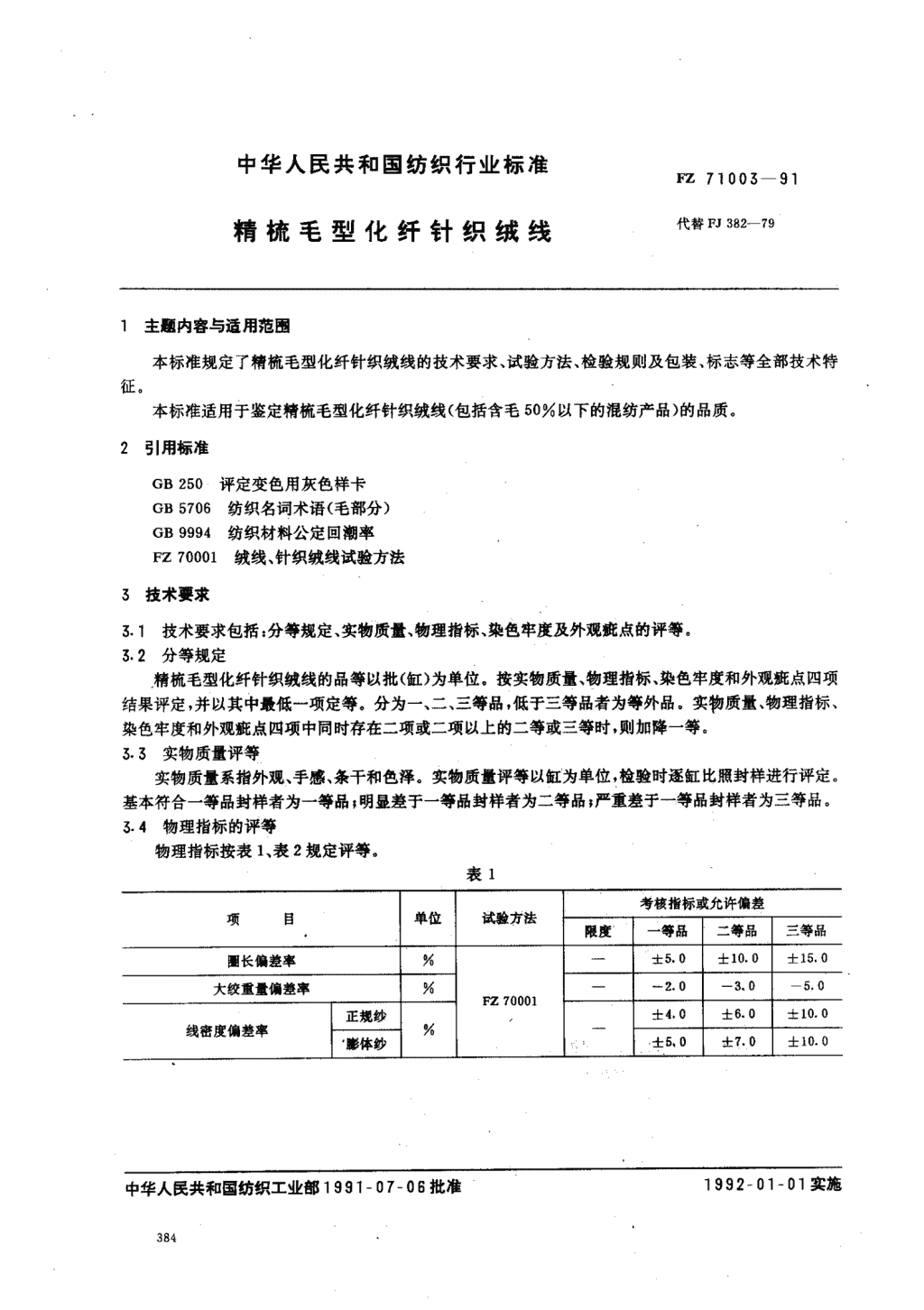
'中华人民共和国纺织行业标准FZ71003一91代替FJ382-79精梳毛型化纤针织绒线1主脚内容与适用范围本标准规定了精梳毛型化纤针织绒线的技术要求、试验方法、检验规则及包装、标志等全部技术特征。本标准适用于鉴定精梳毛型化纤针织绒线(包括含毛50%以下的混纺产品)的品质。2引用标准GB250评定变色用灰色样卡GB5706纺织名词术语(毛部分)GB9994纺织材料公定回潮率FZ70001绒线、针织绒线试验方法3技术要求3.1技术要求包括:分等规定、实物质量、物理指标、染色牢度及外观疵点的评等.3.2分等规定.精梳毛型化纤针织绒线的品等以批(缸)为单位。按实物质量、物理指标、染色牢度和外观疵点四项结果评定,并以其中最低一项定等.分为一二、三等品,低于三等品者为等外品。实物质量、物理指标、染色牢度和外观疵点四项中同时存在二项或二项以上的二等或三等时,则加降一等.3.3实物质量评等实物质量系指外观、手感、条干和色泽。实物质量评等以缸为单位.检验时逐缸比照封样进行评定。基本符合一等品封样者为一等品,明显差于一等品封样者为二等品;严重差于一等品封样者为三等品。3.4物理指标的评等物理指标按表1,表2规定评等。表1考核指标或允许偏差项目单位试脸方法限度一等品二等品三等品圈长偏差率%士5.0士10.0士15.0大绞重量偏差率00一2.0一30一50FZ70001正规纱士4.0士6.0士10.0线密度偏差率%‘膨体妙士50士7.0士10.0中华人民共和国纺织工业部1991一07一06批准1992一01一01实施
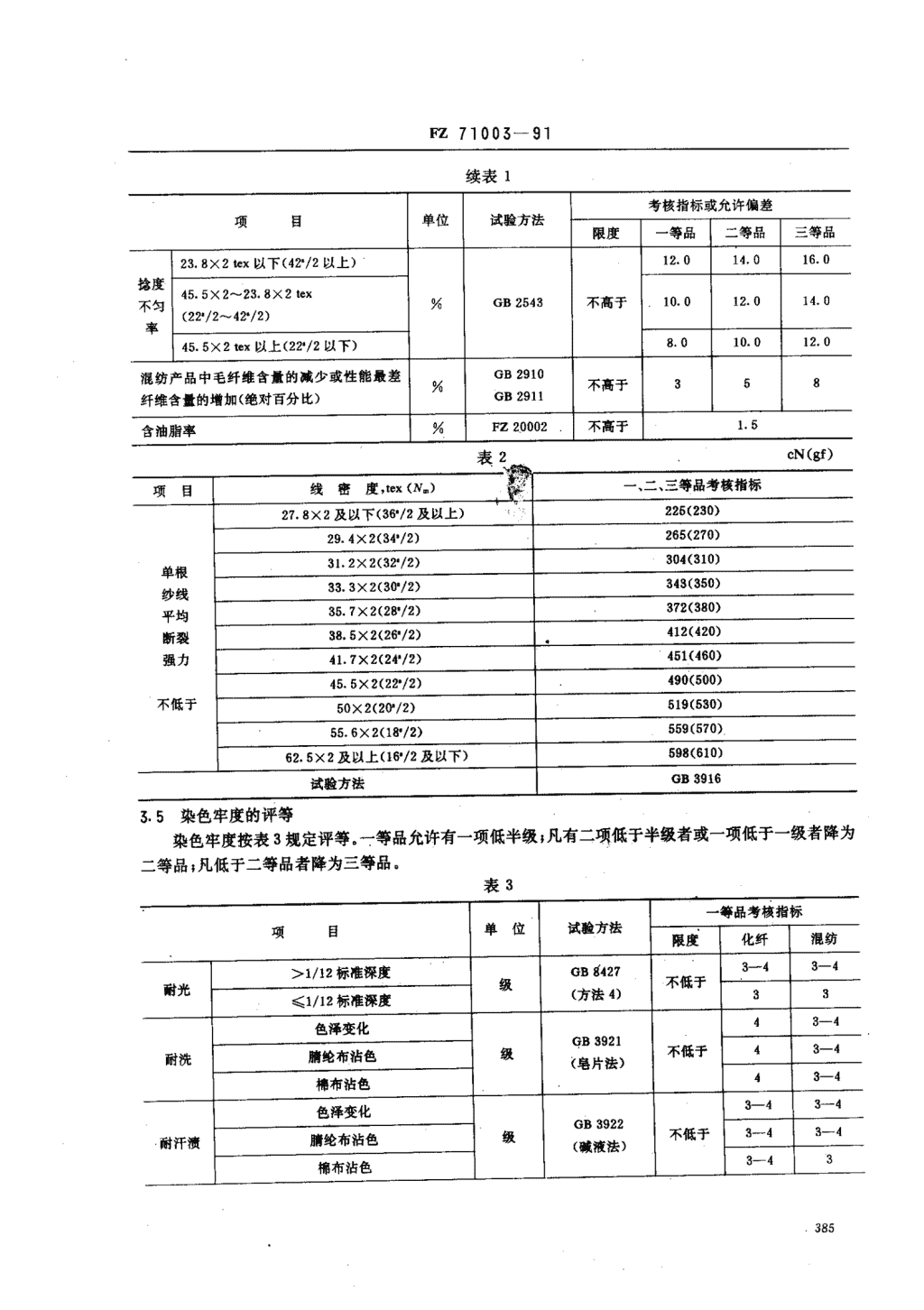
「271003一91续表1考核指标或允许偏差项目单位试验方法限度一等品二等品三等品23.8X2tex以下(42"/2以上)12.014.016.0捻度45.5X2-23.8X2tex不匀%GB2543不高于10.012.014.0(22"/2^42"/2)率8.010.012.045.5X2tex以上(22"/2以下)混纺产品中毛纤维含量的减少或性能最差GB2910%不高于358GB2911纤维含盈的增加(绝对百分比)含油脂率%FZ20002不高于1.5项目r赵一、二、三等品考核指标27.8X2及以下(36"/2及以上)226(230)29.4X2(34"/2)265(270)31.2X2(32"/2)304(310)单根33.3X2(30"/2)343(350)纱线平均35.7X2(28"/2)372(380)断裂38.5X2(26"/2)412(420)强力41.7X2(24"/2)451(460)45.5X2(22"/2)490(500)不低子50X2(20"/2)519(530)55.6X2(18"/2)559(570)62.5X2及以上(16"/2及以下)598(610)试验方法GB39163.5染色牢度的评等染色牢度按表3规定评等。一等品允许有一项低半级;凡有二项低于半级者或一项低于一级者降为二等品;凡低于二等品者降为三等品。表3一等品考核指标项目,位}试脸方法磕>1八2标准深度C日$427级不低于耐光(方法4)簇1八2标准深度3-4色泽变化GB3921级不低于3-4耐洗腌纶布沾色(皂片法)3-4楠布沾色3-43-4色泽变化GB39223-4耐汗演腑纶布沾色级(碱液法)不低,卜33-4棉布沾色
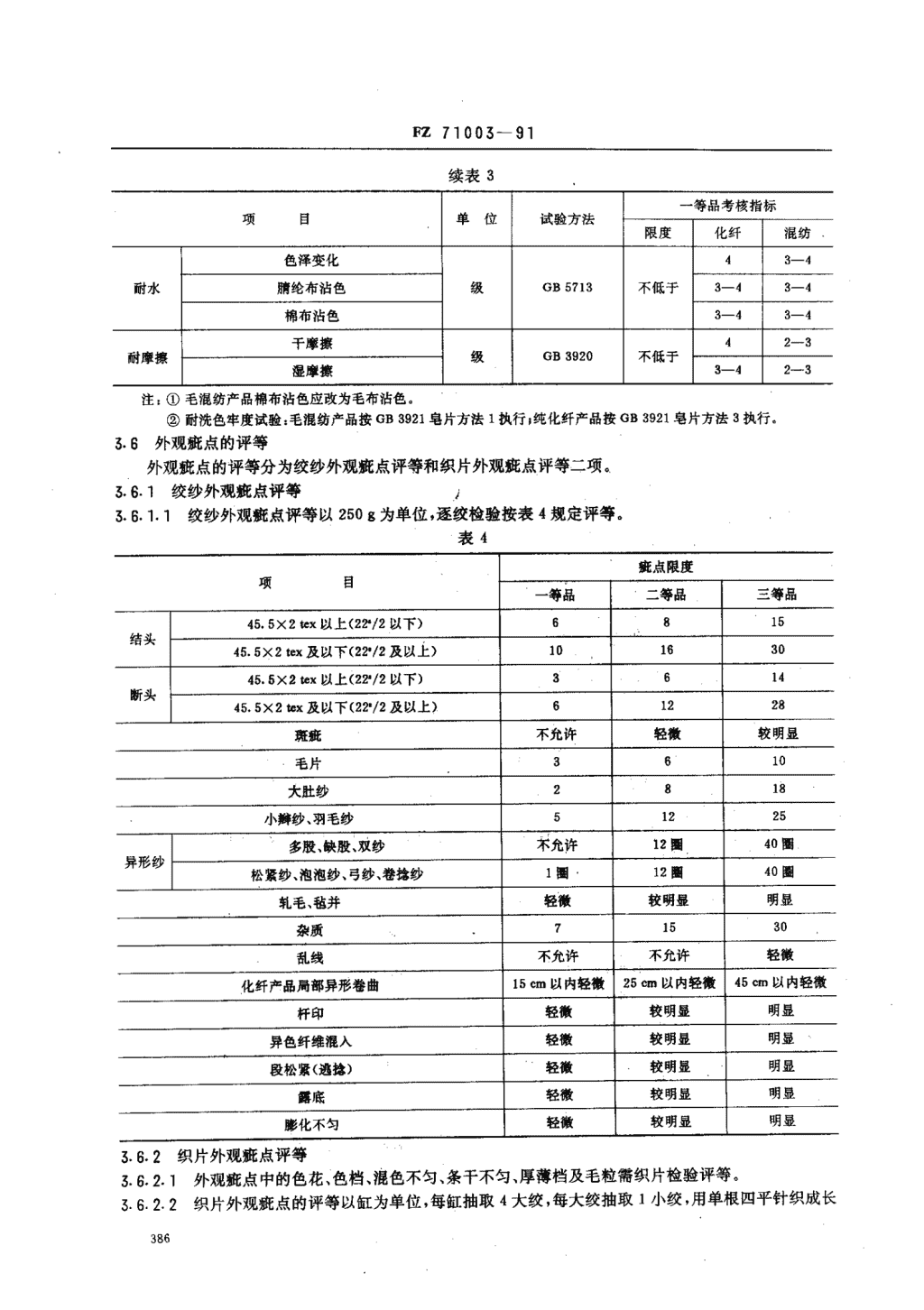
FZ71003一91续表3一等品考核指标项目单位试验方法限度化纤混纺色泽变化43一4耐水腑纶布沾色级GB5713不低于3一43一4棉布沾色3一43一4干摩擦42一3耐摩擦级GB3920不低于湿摩擦3一刁2一3注:①毛混纺产品棉布沾色应改为毛布沾色。②耐洗色牢度试验:毛棍纺产品按GB3921皂片方法1执行,纯化纤产品按GB3921皂片方法3执行。东6外观疵点的评等外观疵点的评等分为纹纱外观疵点评等和织片外观疵点评等二项。3.6·1绞纱外观疵点评等,36.1.1纹纱外观疵点评等以2509为单位,逐纹检验按表4规定评等。表4疵点限度项目一等品二等品三等品45.sxZtex以上(2分/2以下)6815结头,一45.SXZtex及以下(22‘/2及以上)10l63045.5x2协x以上(2,/2以下)3614断头45sxZtex及以下(22,/2及以上}61228斑疵不允许轻徽较明显毛片3610大肚纱28l8小辫纱、羽毛纱5l225多股、缺股、双纱不允许12圈40圈异形纱松紧纱、泡泡纱、弓纱、卷捻纱1圈12圈40圈轧毛、毡并轻徽较明显明显杂质71530乱线不允许不允许轻徽化纤产品局部异形卷曲15cm以内轻徽25呱以内轻徽45咖以内轻微杆印轻徽较明显明显异色纤维混入轻徽较明显明显段松紧(逃捻)轻徽较明显明显露底轻徽较明显明显膨化不匀轻徽较明显明显3.6.2织片外观疵点评等3.6。2.1外观疵点中的色花、色档、混色不匀、条千不匀、厚薄档及毛粒需织片检验评等。织片外观疵点的评等以缸为单位,每缸抽取4大纹,每大绞抽取1小纹,用单根四平针织成长56.2,2386
FZ71003一9150cm,宽30cm的片子,按表5规定评等。表5疵点限度项目检验方法一等品二等品三等品色花不低于标样略低于标样明显低于标样平看色档不低于标样略低于标样明显低于标样平看混色不匀不低子封样略低于封样明显低于封样平看条干不匀不低于标样略低于标样明显低于标样透视厚薄档不低于标样略低于标样明显低子标样透视毛粒不低子标样略低于标样明显低子标样平看注:表中各品等均以一等品标样为准。4试验方法4.1采样规定供物理指标试验用的祥品,批量在1000kg及以下的每批抽取10大纹,批量在1000kg以上的每1000kg试验一次。试样应在同一品种、同一批号的不同部位、不同色号中随机抽取。染色牢度试样应包括该批的全部色号。4.2物理性能抽样试验次数按表6规定。表63圈长大纹且t线密度抬度单纱强力纤维含t贪油每每每每每试试试试小总大总小总小总小总纹纹纹纹绞脸样脸样试次试次试次试次试次脸脸脸脸脸次个次个次数次数次数次毅次效数数数数户数数致数数纹纱10大纹1110}‘101104403301Z124.3各单项试验方法按FZ70001执行。5检验规则5·1绞纱检验检验光源以天然北光为准,如采用灯光检验,则用40W日光灯,两支并列安装,两灯管中心距15-30cm,灯管离地面高度170.180cm,验线架子放在日光灯下,纹纱挂于验线杆上逐纹检验,检物应与垂直光线成40"-45。角,检验人员应面对检验物,视线距检验物为40^50em,5.2织片检验5.2.1织片与标样置于工作台上,用天然北光或距工作台面80^-90。的两支并列的40w日光灯光源对照评定。52.2透视检验织片时,以天然北光右角人射为准,亦可放在透明玻璃台面上,下面安装两支并列4OW日光灯,采用灯光透视评定。5.2.3织片为单根四平针组织,密度规格按表7规定。
F271003一91表7针圈密度线密度,tex(N.)横机型号横向,针/10cm纵向,列八0-50X2(20"/2)9针48士368士438.5X2(26"/2)11针52士374士431.2X2(32"/2)11针54士378士427.8X2(36"/2)11针58士384士421.7X2(46"/2)11针70士3100士4注:①未列入表内的纱支参考相近的支数织片.②商支单纱织片用12针/in的8in中罗纹机。5.3验收规定5.3.1收方按本品质标准进行验收。5.3.2物理指标和染色牢度是工厂的保证条件,如收方需要试验结果时,由工厂负责提供。5.3.3实物质量和外观疵点抽查数量至少为100(按批抽样不少于25kg,按缸抽样不少于2.5kg),需在不同部位、不同色号中抽取,漏验率不得超过500,如超过时,应由付方重新整理。5.3.4验收结果不符原品等时,则应由生产厂作重新整理分等或退货、降等处理。53.5对验收结果发生异议时可复验,复验数量按规定加倍,复验结果是最终结果,复验费用由责任方负担。5.3.6复制厂在生产过程中发现不符合原等级的已占使用数量的10%以上者,应立即通知纺厂。如责任确系纺厂时,应由纺厂按不符合原等级的实际数量进行降等处理;未使用的由纺厂负贵退换(只限纹纱),也可以继续织造,待全批使用完毕,按实际不符合原等级的景计数量进行降等处理。5.3.7验收后如因运箱及保管等原因,致使产品受损,应查明责任,由责任方负担损失.包装、标志6.1包装6.1.1针织绒线的包装,应保证其品质不受损伤,并适于运输和储存。6.1.2小包正规纱由2.5kg组成,膨体纱由2kg组成,每包用牛皮纸或塑料袋包装。对毛混纺产品,小包内应加放防蛀剂.6.1.3膨体纱大包重量供零售者不得超过30kg,供复制者不得超过50kg,用粗布或化纤布包装,内衬防潮纸。如供长途运输者应用铁皮或绳子等捆紧。6.1.4每一包装内应装同一品种、同一品等、同一批号、同一缸号的针织绒线。6.2标志6.2.1每大绞针织绒线供复制的应贴检验合格证、缸号各一张;供零售的应贴商标、缸号各一张。商标上应注明:品名、品号、品等、原料配比、制造厂名,检验合格证上应注明检脸者号及使用注意事项.小包应注明品号、色号、缸号、品等、重量.62.2针织绒线外包装应有如下标志:品名、品号、批号、色号、缸号、包号、品等、重量、原料配比、制造厂名、出厂日期。了其他标准中某些项目如供需双方另有要求,则按合约规定执行。
FZ71003一91附录A几项有关规定(补充件)A1实物质量封样系指部定生产标样或由工贸双方共同确认的生产封样。A2考核大绞重时(公定重),供零售者以最轻绞重计;供复制者以平均纹重计。A3供市场零售的针织绒线,线密度不作分等条件,供复制的针织绒线圈长不作分等条件。A4成品为单纱时,各品等捻度不匀率考核指标比相应支数的合股纱放宽2线。A5色差、缸差按色卡或标样检验,色差按3级掌握;缸差按3-4级掌握(对照GB250)。同一批偏一个方向掌握。A6回修或改染原则上不允许,遇有特殊情况时,二者不能超过一次,不允许不同色相的产品同缸改染.A7纺织材料公定回潮率:按GB9994执行。附录B外观血点说明及t计方法(补充件)B1斑疵:纱线局部沾有污演,包括黄斑、白斑、色斑,锈演、油演、胶糊演等。B2毛片、小辫纱、多股、缺股、双纱、松紧纱、泡泡纱、弓纱、轧毛、毡并、段松紧、露底、色花、毛拉等疵点说明按GB5706执行。Bs大肚纱:局部纱线直径粗于正常纱两倍以上,形成枣核状者。B4羽毛纱:由于飞毛夹入,纱线表面形成羽状者。BS异形纱:包括多股、缺股、双纱、松紧纱、泡泡妙、弓纱、卷持纱。异形纱不满一圈者按一圈计。B6卷捻纱:合股捻度局部过紧,形成卷曲状态者。B7杂质:如皮屑、丙纶丝等。BS乱线:绞纱成形紊乱,造成倒纱困难者。Bg化纤产品局部异形卷曲:由于化纤纺纱后定型不良,染色后产生局部集中卷曲。B10杆印:染色时杆距调节不适当或其他因素造成纱线与染杆接触处有上色不良或压印。B11异色纤维混人:其他颜色纤维混人纱线。B12膨化不匀:膨体纱局部显体不匀。B13色档:在织片上呈现色泽不一的档子。B14混色不匀:不同颜色纤维混和不匀。B15条干不匀:纱支条干短片段粗细不匀,织片后出现深浅不一的云斑。B16厚薄档:纱支条干长片段不匀,粗细差异过大,织片后形成明显的厚薄片段。B17色差:纱线的色泽有差异。B18结头、断头:一等品1小纹内的结头和断头数均不得超过大纹所允许数之半。B19结头、断头、毛片、大肚纱、小辫纱、羽毛纱、杂质的总个数,一等品不得超过10个。
F271003一91附录C代衰性产品技术条件(参考件)表C1为睛纶针织绒线部分代表产品的技术条件。表C1品号2813282628402730"2626小纹数52222大纹组成小纹圈数2031016292411721016圈长,cm160160171160160大纹重t+B250250250250250捻度单纱245360530340340捻/m合股18526020022070肠3D膨体70%3D膨体原料3D脚体肠耸Y"3D康体肋抽p正规脑纶睛纶。30%一腌纶;30%54级国毛支外毛飞附加说明:本标准由纺织工业部科技发展司提出.本标准由北京毛纺织科学研究所归口。本标准由北京毛纺织科学研究所和北京三玮毛纺#V"so公司负责起章·由上海、夭M、江苏等地区纺织局协作起草。本标准主要起草人俞佳琦、孙寿格、李恺琴、尹小凤。本标准一等品标准相当于国内平均先进水平。'
您可能关注的文档
- FZ66316-1995特种工业用线.pdf
- FZ66317-1995特种工业用生丝线.pdf
- FZ66318-1995特种工业用苎麻线.pdf
- FZ70001-1991绒线、针织绒线试验方法.pdf
- FZ70002-1991针织物线圈密度测量法.pdf
- FZ70003-1992针织基础术语.pdf
- FZ70004-1992纺织品针织品疵点术语.pdf
- FZ71001-1991精梳毛针织绒线.pdf
- FZ71002-1991粗梳毛针织绒线.pdf
- FZ71004-1991精梳绒线.pdf
- FZ73003-1991精梳毛针织品.pdf
- FZ73004-1991粗梳毛针织品.pdf
- FZ73005-1991精梳毛型化纤毛针织品.pdf
- FZ73012-2008文胸.pdf
- FZ81001-1991睡衣套.pdf
- FZ81003-91男女儿童单服装.pdf
- FZ81004-1991连衣裙、裙套.pdf
- FZ81006-1992牛仔服装.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明