
- 723.50 KB
- 2022-04-22 11:46:28 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第1章项目总论1.1概述1.1.1项目名称:年产12万吨醋酸项目。1.1.2项目性质:醋酸是重要的有机化工原料之一,同时也是食品行业里的重要原料,是国民经济的一个重要组成部分。该项目可生产重要的化工原料,也为当地创造提供相应的工作岗位,缓解当地的就业压力。生产企业正常经营下,使企业获得经济效益,长期生存稳健发展,同时达到国民经济增长和改善人们生活质量的目标。对于国家,对于广大人民,这是一个值得投资实施的项目。1.1.3项目意义:乙酸,又名醋酸,英文名AceticAcid,结构简式CH3COOH,是最重要的有机酸之一。液态乙酸是一种亲水质子化溶剂,不仅能溶解极性化合物,也能够溶解非极性化合物。它也能与许多极性或非极性溶剂混合,应用广泛。醋酸是重要的有机化工原料之一,它在有机化学工业中处于重要地位。醋酸广泛用于合成纤维、涂料、医药、农药、食品添加剂、染织等工业,是国民经济的一个重要组成部分。例如用于生产醋酸乙烯、醋酐、醋酸纤维、醋酸酯和金属醋酸盐等,也用作农药、医药和染料等工业的溶剂和原料,在照相药品制造、织物印染和橡胶工业中都有广泛用途。同时冰醋酸在与我们密切相关的食品行业中有重要作用。食用冰醋酸可作酸味剂、增香剂,可生产合成食用醋。该项目的实施可带动其他相关化工企业的发展,推动经济的发展,解决当地人民的就业问题,同时对当地环境不会造成不良的影响。
1.1研究结论1.1.1项目产品及生产规模本项目以一氧化碳和甲醇原料,生产乙酸,并产生二氧化碳和甲烷等副产物。根据产品市场需求和产品性质及企业自身实际情况考虑,生产规模每年约12万吨醋酸。1.1.2项目总投资及资金来源项目总投资68405.9万元,其中建设投资11201.0万元,建设期利息734.79万元,流动资金13294.8万元(约占总投资的19.45%)。资金来源:公司自有资金注入80.55,国有银行商业贷款19.45%。1.1.3生产工艺以一氧化碳和甲醇为主要原料,采用甲醇羰基化法,生产醋酸,并副产甲烷和二氧化碳,醋酸作为产品出售。1.1.4建设周期项目建设进度考虑建设过程各环节时间安排及干扰因素的影响,建设周期为一年。1.1.5经济评价投资利润率为8.30%,投资利税率为11.04%,投资净现值5090.46万元,投资回收期为十年零八个月。1.1.6项目结论项目产品产业关联作用强,能带动相关化工企业的发展,推动江苏省经济的发展,解决当地人民的就业问题,对当地环境不会造成不良的影响。该项目社会效益显著,经济效益乐观,项目是有市场前景的。
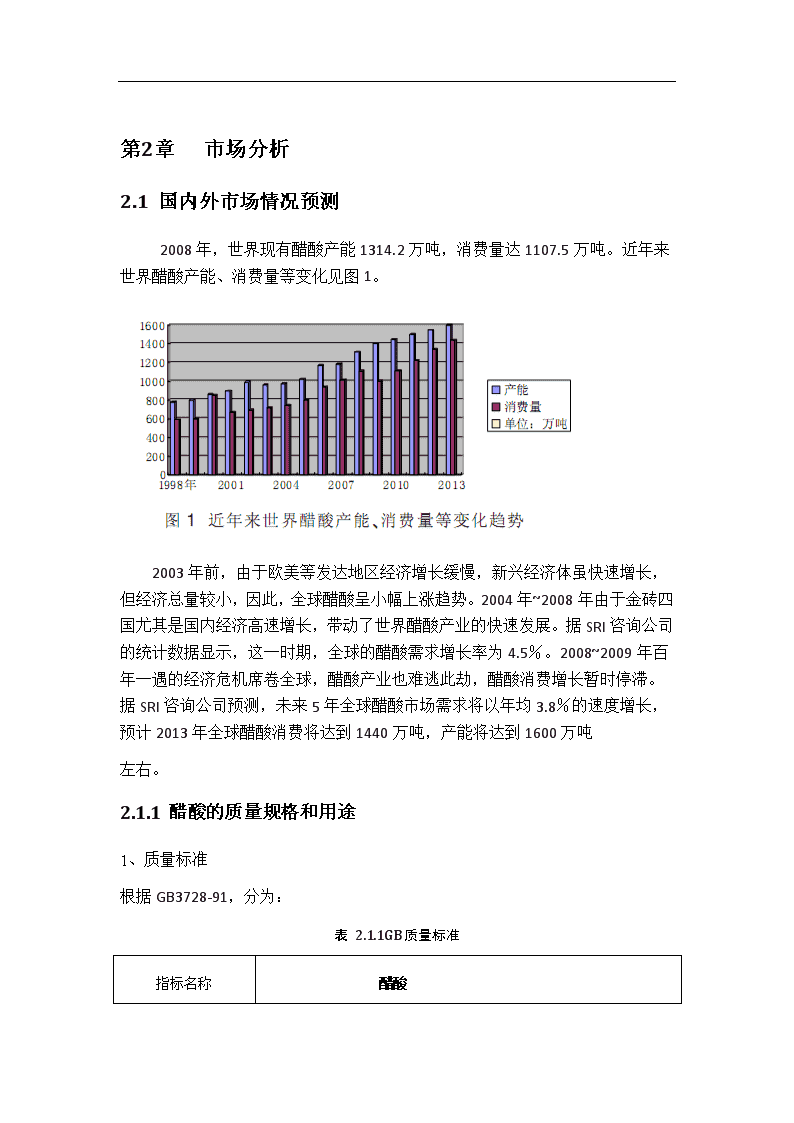
第1章市场分析1.1国内外市场情况预测2008年,世界现有醋酸产能1314.2万吨,消费量达1107.5万吨。近年来世界醋酸产能、消费量等变化见图1。2003年前,由于欧美等发达地区经济增长缓慢,新兴经济体虽快速增长,但经济总量较小,因此,全球醋酸呈小幅上涨趋势。2004年~2008年由于金砖四国尤其是国内经济高速增长,带动了世界醋酸产业的快速发展。据SRI咨询公司的统计数据显示,这一时期,全球的醋酸需求增长率为4.5%。2008~2009年百年一遇的经济危机席卷全球,醋酸产业也难逃此劫,醋酸消费增长暂时停滞。据SRI咨询公司预测,未来5年全球醋酸市场需求将以年均3.8%的速度增长,预计2013年全球醋酸消费将达到1440万吨,产能将达到1600万吨左右。1.1.1醋酸的质量规格和用途1、质量标准根据GB3728-91,分为:表2.1.1GB质量标准指标名称醋酸
优等品一等品合格品色度,Hazen单位(铂-钴色号)≤102030乙酸含量≥99.899.098.0水分,%≤0.15--甲酸含量≤0.060.150.35乙醛含量,%≤0.050.051.10蒸发残渣≤0.010.020.03铁含量(以Fe计),%≤0.000040.00020.0004还原高锰酸钾物质,min≥305-2、用途醋酸是最重要的有机酸之一。主要用于醋酸乙烯、醋酐、醋酸纤维、醋酸酯和金属醋酸盐等,也用作农药、医药和染料等工业的溶剂和原料,在照相药品制造、织物印染和橡胶工业中都有广泛用途。
冰醋酸是重要的有机化工原料之一,它在有机化学工业中处于重要地位。醋酸广泛用于合成纤维、涂料、医药、农药、食品添加剂、染织等工业,是国民经济的一个重要组成部分.冰醋酸按用途又分为工业和食用两种,食用冰醋酸可作酸味剂、增香剂。可生产合成食用醋。用水将乙酸稀释至4-5%浓度,添加各种调味剂而得食用醋。其风味与酿造醋相似.常用于番茄调味酱、蛋黄酱、醉米糖酱、泡菜、干酪、糖食制品等。使用时适当稀释,还可用于制作蕃茄、芦笋、婴儿食品、沙丁鱼、鱿鱼等罐头,还有酸黄瓜、肉汤羹、冷饮、酸法干酪用于食品香料时,需稀释,可制作软饮料,冷饮、糖果、焙烤食品、布丁类、胶媒糖、调味品等。作为酸味剂,可用于调饮料、罐头等。洗涤通常使用的冰醋酸,浓度分别为28%,56%,99%的.如果买的是冰醋酸,把28CC的冰醋酸加到72CC的水里,就可得到28%的醋酸。更常见的是它以56%的浓度出售,这是因为这种浓度的醋酸只要加同量的水,即可得到28%的醋酸。浓度大干28%的醋酸会损坏醋酸纤维和代纳尔纤雏。草酸是有机酸中的强酸之一,在高锰酸钾的酸性溶液中,草酸易被氧化生成二氧化碳和水.草酸能与碱类起中和反应,生成草酸盐。醋酸也一样,28%的醋酸具有挥发性,挥发后使织物是中性;就象氨水可以中和酸一样,28%的醋酸也可以中和碱。碱也会导致变色。用酸(如28%的醋酸)即可把变色恢复过来.这种酸也常用来减少由丹宁复合物、茶、咖啡、果计、软饮料以及啤酒造成的黄渍。在去除这些污渍时,28%的醋酸用在水和中性润滑剂之后,可用到最大程度。1.1.1世界醋酸的市场分析近年来,随着世界环保法规的日益严格,世界醋酸的生产能力不断增加。目前世界主要的生产商有Celanese、BP-Amoco.Daicel.Acetex和Millennium等五大公司,它们拥有的生产能力已占世界总能力的80%以上,而且还在进一步扩大。1996~2006年间,世界醋酸生产能力将以平均3.6%的年平均增长率增长,虽然世界各地区的醋酸生产能力均有增长,但是大部分增长将来自亚洲地区。到2006年,北美的醋酸生产能力仍将占世界总能力的最大份额,为27.5%,西欧占17.9%,东亚地区占17.5%。全世界对醋酸的需求每年以3%的速度增长,其中东南亚地区的增长速度较快,尤其是醋酸乙烯和对苯二甲酸等醋酸衍生物的需求量最大。近年来,亚洲聚酯工业发展很快,其原料精对苯二甲酸的需求迅速增长,并带动了醋酸市场的发展。在高速增长的诱惑下,英国BP化学公司、美国塞拉尼斯公司先后宣布了在亚洲大规模投资发展计划,日本昭和电工则用新技术建厂以大幅度降低投资成本,还有一些公司也在研究投入新装置。一时间,世界许多大型化工企业都试图角逐于亚洲醋酸市场。然而,随着亚洲金融危机引起了经济停滞,并在短期内不易恢复,对苯二甲酸市场已经较为疲软,这对今后的醋酸市场也必将产生一定的影响。由于经济危机的度过,经济逐渐复苏,各行业也将发展,但国际市场上,醋酸基本处于醋酸基本上供求平衡。也出现小幅度的供不应求情况,但主要由于大型生产机器的停车检修,导致供应不足。1.1.2我国醋酸生产现状
我国合成醋酸自1953年上海试剂一厂首先采用乙醇-乙醛-醋酸法投入生产后,陆续在全国建成许多相同工艺的装置。1996年,上海吴征化工公司从英国BP公司引进的10万t/a低压甲醇羰基合成醋酸装置建成投产。1997年我国自行研制的第一套低压甲醇羰基化法10万t/a醋酸装置在江苏索普集团投产。1998年,BP公司又与中国石化集团公司四川维尼纶厂合资建设了15万t/a低压甲醇羰基合成醋酸装置。吴征化工公司10万t/a装置2001年将采用塞拉尼斯公司AO技术扩建至15万t/a。扬子江乙酰公司也将采用Cativa技术于2003年将20万t/a装置扩增至35万t/a。2005-2009年中国部分醋酸生产厂家产能情况单位:万吨/年生产企业生产能力生产量(估算)扬子江乙酰化工有限公司3525上海吴泾化工公司2520.7山东兖矿国泰集团202.8中国吉化集团公司2114四川扬子有限公司1810上海太平洋(集团)公司12.57.5江苏索普公司6050.3中国大庆石化公司2015中国扬子石化公司107.9中石化上海石化股份公司52.9北京有机化工厂3.32上海试剂一厂3.52.8贵州有机化工厂2.51.7南通醋酸化工厂1.51兰化公司31.8四川维尼纶厂10.6
山东金沂蒙集团有限公司107.8石家庄新宇三阳实业有限公司104.3肥城市荣祥化工有限公司21.5江阴市长华化工有限公司21.3南宁化工集团有限公司1.51.2南阳天冠集团有限公司1.51天津冠达集团公司42南京赛拉尼斯7060南京BP6050云南云维2010贵州水晶3.62河南骏马2010陕西榆林1510湖北枝江2010淮北煤矿2010 需求的增长刺激了生产,近几年国内醋酸产量大幅上升,年平均增长率达到22%左右。2005年,我国醋酸产量为137万吨,2006年达到153万吨,比上年增长了12%;2007年产量为218万吨,比上年增长了42%;2008年产量为257万吨,比上年增长了18%;2009年产量达到312万吨,比上年增长了21%。
目前,我国醋酸的年生产能力约为700万吨,全国有近20家企业生产醋酸,其中年产能在10万吨以上的企业有13家,年产能在30万吨以上的企业有7家,年产能在50万吨以上的企业有5家,主要生产企业为:江苏索普集团公司(年产能60万吨)、塞拉尼斯(南京)化工公司(年产能60万吨)、上海吴泾化工公司(年产能60万吨)、山东兖矿国泰化工公司(年产能60万吨)、河北忠信化工公司(年产能50万吨)。近两年,国内一些企业仍在大量扩产醋酸。据不完全统计,到2011年,我国将新增醋酸产能240万吨,其中新增产能较大的企业有:江苏索普集团公司,新增产能60万吨;塞拉尼斯(南京)化工公司,新增产能60万吨;BP—扬子石化公司,新增产能60万吨;陕西延长石油公司,新增产能20万吨;天津碱厂,新增产能20万吨。我国醋酸总产能将突破700万吨,而国内市场2011年需求量约为480万吨,产能过剩200多万吨。随着生产能力的不断增加,我国醋酸的产量也不断增加。2000年我国醋酸的产量只有97万吨,2004年产量150万吨,2011年进一步增加到约700万吨,比2004年增长约466.67%,2000~2011年产量的年均增长率高达56.51%。1.1.1进出口情况由于前几年国内市场醋酸需求大于供给,每年都要从国外大量进口,近年来由于国内产能不断扩张,进口量在不断减少,自给率不断上升,而出口量有所增加。2006年我国醋酸进口量为71万吨,进口货占国内市场31%的份额。2007年进口量为50万吨,减少了30%,进口货占国内市场14%的份额。2008年进口量为30万吨,又减少了40%,进口货占国内市场10%的份额。2009年进口量为29万吨,由于国内企业产量大增,进口货仅占国内市场7%的份额。2008年我国醋酸出口量为2.3万吨,2009年出口量为6.5万吨,翻了一番多。今后我国醋酸产能大量增加,一定要眼光向外,增加出口,占领国际市场,才能消化多余的产能。下表为2009年到2011年醋酸进出口量。2011.2010.2009年醋酸进出口量表年月进口出口进口量/kg进口美元均价美元出口量/kg出口美元均价美元Dec-1110526572175.43662600521252.298Nov-1174381678340.9121487701121790.833Oct-112086208279.984104400758500.754Sep-1199731878330.88138300371170.727Aug-1177879653740.8392493701825300.969Jul-11102788876260.8521529251237040.732
Jun-1172881523250.7181642001693880.809May-1163084827541.3121812001528751.032Apr-1142383916632.1631683601284310.844Mar-1116893676514.00587000767340.763Feb-1146700681071.45853400349020.882Jan-11958962608802.7246000395020.654总计705228101009114565251185337Dec-1036547818132.23999604784540.788Nov-101215362200151.81106022737260.695Oct-1014345502153.501101120791020.782Sep-1021133761683.6041851601251740.676Aug-1037360839642.2471752001068960.61Jul-10522561033271.97766810665890.997Jun-10693671421862.052087501515460.726May-10676131349181.99577200582060.754Apr-10574621247872.172177Mar-1027350645962.3621314701122100.854总计504969108198911513378519101月1549229880359756226708192月567921092921142234473707113月404894250515445156104230864月55759895042034047314405705
5月41588758091131032882051606月6712810381625193484179471977月505078105019080874137853868月5927812937229967083213668499月83080154228257109611870172110月2807035402250974941871965311月139800212248281502142062349012月21854793831419471311278127总计65983711424892295106861.65E+082008年国内醋酸的产量约为260.39万吨,2009年激增至312.2万吨,而国内消费量仍维持在300万吨/年左右,由于近几年中国新建醋酸装置陆续投产,造成产能大量过剩,2008年中国醋酸产能已占全球近30%,占亚洲产能的60%,到2009年中国已成为醋酸净出口国,2009年中国醋酸出口约6.5万吨,较2008年增加2.8倍,出口增长趋势还将持续增强,2010年1月份中国醋酸出口达到1.15万吨,而上表表明,我国醋酸的出口波动较大,但基本上仍在持续的增长。1.1.1消费现状及发展前景随着国内煤化工技术的日益成熟,我国根据“缺油、少气、富煤”的国情,近年来新建了一批规模化煤化工项目,取得了良好的经济效益。2006年以后,由于国际油价不断攀升,煤化工相对于石油化工的成本优势更加突出,促使国内掀起了又一轮更大规模的煤化工投资热。正当投资者憧憬着煤化工美好的未来的时候,2008年的一场百年一遇的世界金融危机,让投资者彻底从盲目的乐观中回到了现实。当人们回过头来再看煤化工产品时才发现,原本当时还属于国内供不应求的产品,现在都变成了产能大大富余的产品。煤化工企业的效益也一落千丈,家家都在为这巨大的富余产能发愁。
醋酸行业正是在这一历史背景下从产品供不应求迅速演变到目前的产能成倍的大于市场需求,产品价格也由历史高位跌倒了目前的历史低位,企业效益更是由以往的日进斗金,落得现在的入不敷出。但是从长期看,随着世界经济的复苏,醋酸的需求必将恢复并稳步增长,醋酸的三大下游产品醋酸乙烯、醋酸酯、PTA等具有广泛的市场空间,同时中国内有较为低廉的人力成本,跨国公司正是看中了这一点,纷纷调整其战略,逐步关停国外工厂或减少国外产能,加大了在国内的醋酸及其下游产品的扩产。未来五年,国内有多套装置陆续投产,新增产能280万吨/年,总产能达到630万吨/年,超过预计的420万吨/年的醋酸消费量,开工率约67%。但从全球来看,醋酸供需基本平衡,这是因为国外普遍成本要高,跨国公司在国外没有新建装置的计划,甚至出于降低成本的考虑会逐步关闭其在国外的工厂。从醋酸生产技术来看,甲醇羰基合成技术是世界上醋酸主流生产技术。我国经过这些年的结构调整,已完成了醋酸生产技术的升级,为了增强国内企业同跨国巨头们的竞争优势,在以下几个方面还应引起重视。⑴采用先进技术建设大型装置。装置规模大型化是醋酸工业的主要发展趋势。我国醋酸生产规模较世界领先水平还有一定差距。世界上最大的单套醋酸生产规模已达120万吨,平均也在60万吨以上,规模效益明显,而我国只有20万吨/套。据专家测算,60万吨/年醋酸装置的单位产品成本较20万吨/年规模有200~300元/吨的成本优势。⑵醋酸生产技术的发展一定程度上取决于特种防腐材料的发展。目前国内锆材生产和加工能力在除了满足我国国防军工和核工业的需求之外,可以越来越多地生产诸如醋酸设备等民用锆材产品。⑶关注醋酸生产节能降耗、高效催化剂等新技术、新工艺的应用,进一步降低成本,提高核心竞争力。2009年5月,塞拉尼斯召开内部会议表示,将重点关注AOPlus醋酸专有技术的最新突破。⑷从醋酸产业投资来看,我国醋酸产能过剩危机开始显现,因此单纯的醋酸投资不足取。现已投产的企业,不妨考虑上下游一体化的可能性,以降低产品总体成本;或走联合上游、发展下游的方式形成抱团的格局来提高企业竞争力。新投资的企业则一定要在充分调研原料和产品市场的情况下,采用煤气化多联产技术,以规模化、一体化带来低成本竞争优势。当然,投资者也应看到,我国虽然有一些醋酸下游产品例如醋酸纤维素、醋酸乙烯、醋酸乙烯、乙烯共聚物等紧缺,需进口方可满足,但这些产品的生产技术和市场实际上掌握在跨国公司手中,因此投资应谨慎。
第1章产品方案和生产规模1.1.1主产品15万吨/年。纯度为99.8%的醋酸1.1.2副产品(1)硫磺:视煤含硫量而定(2)二氧化碳:13000Nm3/h1.2生产规模及确定的原则和理由1.2.1生产规模生产规模:醋酸能力12万吨/年,副产甲烷和二氧化碳等产品。1.2.2生产规模确定的原则和理由(1)我国技术现状我国醋酸以自主技术建设为主,引进和中外合资为辅目前我国醋酸主要采用甲醇羰基氧化合成法、乙烯法和乙醛法三种工艺路线2008年,我国甲醛羰基化合成法生产能力占我国醋酸总生产能力的78.0%,乙烯法占6.8%乙烯法占11.3%,其他占3.7%。(2)我国及国外的生产现状2008年,我国醋酸产量约为260.39万吨,已占全球近30%,占亚洲60%。2009年我国已成为醋酸净出口国,切出口增长趋势持续增长中。预计未来我国醋酸及其衍生物出口量还将不断增长。2007年世界醋酸生产能力为1168.8万吨,预计未来5年醋酸的需求量会高于过去5年,国际醋酸缺口将进一步增大。(3)生产技术含量及产品价格优势甲醛羰基合成法的原料为甲醛和一氧化碳来源广泛,反应条件缓和,反应选择性高,几乎无副产物,产品收率高,纯度高。目前的生产工艺纯熟,其中孟山都/BP工艺技术先进,原料转化率高。且该工艺催化性能稳定,副反应少,设备紧凑,占地面积小,公用攻城消耗低,成本低。(4)结合资金情况工厂的总投资额约为68405.9万元,拟定的资金筹措方案为向中国银行贷款其中的流动资金部分,即13294.8万元,其余的以企业自有资金注入。采用短期贷款,一年还清贷款和利息后,再贷这部分资金。直到产生的利润足够支付流动资金。
1.1产品和副产品的规格及质量指标醋酸:出厂价4000元/吨种类:工业用第2章原料路线本分厂年产12万吨醋酸,采用甲醇羰化法生产醋酸,需要年耗原料6.4万吨甲醇。现有的Mansanto/BP工艺示意图如下图所示现有由生物质制乙酸乙酯的流程吸收系统精馏系统反应系统图3.3.1原料生产示意图原料路线叙述一氧化碳由水和碳在高温下制备,甲烷和氧气按9:1的体积比混合,在200℃和100个大气压的条件下,通过铜制管道反应制得甲醇近年来甲醇羰化法生产醋酸做了大量的研究取得了一定进展,列于下表。表3.3.1甲醇羰化法生产醋酸进展表研究机构取得进展Monsanto公司铑基催化剂在碘甲烷的存在下进行甲醇羰基化聚乙烯基吡啶树脂负载的铑催化剂
美国的UOP公司和日本的Chiyoda公司英国的BP公司降低了反应体系的水比,降低了建设和操作成本综上所述,甲醇羰化法生产醋酸是完全绿色化的工艺,并且对石油化工的依赖性大大减少,有利于降低醋酸的生产成本,并且对环境更为友好。第1章工艺技术方案(路线)1.1生产工艺1.1.1生产工艺技术方案的比较1.1.1.1乙醛氧化法在醋酸锰(或钴、铜)催化剂存在时,乙醛空气经液相氧化生成醋酸。工艺过程为:将含5%~10%乙醛的醋酸液通入空气或氧气氧化,催化剂为醋酸锰或醋酸钴,反应温度50~80℃,反应压力0.1~1.0MPa。除主产物醋酸外,还有甲醛和甲酸等副产物生成。乙醛转化率90%以上,醋酸选择性大于94%。1.1.1.2丁烷(或轻油)液相氧化法20世纪50年代初在美国首先实现工业化。丁烷或轻油在Co,Cr,V或Mn的醋酸盐催化下在醋酸溶液中被空气氧化,反应温度95~100℃,压力1.0~5.47MPa,反应产物众多,分离困难,而且对设备和管路腐蚀性强,虽然能用廉价的丁烷和轻油作原料,除美国、英国等少数国家还继续采用外,其他国家对该法兴趣不大。
1.1.1.1甲醇羰基化法以一氧化碳和甲醇为原料用羰基合成法生产醋酸CH3I为助催化剂1970年由美国孟山都化学公司开发成功甲醇低压羰基合成醋酸工艺,使用铑络合物为催化剂,碘化物为助催化剂的催化系统。反应温度为150~200℃,压力3.0~5.91MPa,生成的醋酸选择性高达99%以上。1.1.2生产工艺的选择根据原料成本,反应条件和收率最后决定选择甲醇羰基化法1.1.3反应流程的选择反应在搅拌式反应釜或鼓泡塔中进行。事先加入催化液。甲醇加热到185℃从反应器底部喷入,一氧化碳用压缩机加压至2.74MPa后从反应器下部喷入。反应后的物料从塔侧进入闪蒸槽,含有催化剂的溶液从闪蒸槽底流回反应器。含有醋酸、水、碘甲烷和碘化氢的蒸气从闪蒸槽顶部出来进入精制工序。反应器顶部排放出来的CO2,H2,CO和碘甲烷作为弛放气进入冷凝器,凝液重新返回反应器,不凝性气体送轻组分回收工序。反应温度130~180℃,以175℃为最佳.温度过高,副产物甲烷和二氧化碳增多。1.2精制1.2.1精制流程的选择由闪蒸槽来的气流进入轻组分塔,塔顶蒸出物经冷凝,凝液碘甲烷返回反应器,不凝性尾气送往低压吸收塔;碘化氢、水和醋酸等高沸物和少量铑催化剂从轻组分塔塔底排出再返回闪蒸槽;含水醋酸由轻组分塔侧线出料进入脱水塔上部;脱水塔塔顶馏出的水尚含有碘甲烷,轻质烃和少量醋酸,仍返回低压吸收塔;脱水塔底主要是含有重组分的醋酸,送往重组分塔;重组分塔塔顶馏出轻质烃;含有丙酸和重质烃的物料从塔底送入废酸汽提塔;塔侧线馏出成品醋酸。其中丙酸小于50ppm;水分小于1500ppm,总碘小于40ppm,可供食用。
重组分塔塔底物料进入废酸汽提塔,从重组分中蒸出的醋酸返回重组分塔底部,汽提塔底排出的是废料,内含丙酸和重质烃,需作进一步处理。1.1.1轻组分回收流程简述从反应器顶出来的弛放气进入高压吸收塔,用醋酸吸收其中的碘甲烷。吸收在加压下进行,压力2.74MPa,未被吸收的废气主要含CO,CO2及H2,送往火炬焚烧。从高压吸收塔和低压吸收塔吸收了碘甲烷的两股醋酸富液,进入解吸塔汽提解吸,解吸出来的碘甲烷蒸气送到精制工序的轻组分冷却器,再返回反应工序。汽提解吸后的醋酸作为吸收循环液,再用作高压和低压吸收塔的吸收液。1.2全厂工艺流程简图及物料平衡表1.2.1全厂工艺流程简图甲醇低压羰化合成醋酸流程示意图1.反应器;2.闪蒸罐;3.解吸塔;4.低压吸收塔;5.高压吸收塔;6.轻组分塔;7.脱水塔;8.重组分塔;9.废酸汽提塔;10.分离塔
1.1.1全厂物料平衡甲醇低压羰基化制醋酸的消耗定额如下(以1t成品醋酸计)。1.1.2甲醇0.539t铑(催化剂)0.1g1.1.3CO0.566t碘(CH3I计)0.14kg1.1.4水蒸气3.6Mpa2.32t1.1.50.8Mpa0.07t1.2自控技术方案1.2.1项目范围因甲醇的毒性和一氧化碳中毒和可燃的危险在原料的储存,提取,反应,反应后处理应注意减少或避免与人的直接接触。在反应过程中需要对温度进行比较精确的控制(在175℃左右)。所以自动化在反应过程中应注意温度控制,并且防止原料在管道运送,反应和反应后的泄漏,还应附带万一泄漏时的报警及紧急措施。1.2.2自动化水平反应车间内各阀门采用气动阀门,温度测定1.2.3信号及联锁温度信号与反应加热器连锁。检测空气中甲醇和一氧化碳含量器与清除这两种气体的装置联锁1.2.4环境特征环境内温度略高,又因有危害人的气体参与反应应注意通风装置。因有可燃性气体车间内禁止任何形式的明火。
1.1.1仪表选型1.1.1.1集散控制系统第一控制室系统配置:设置14个操作站,5台打印机及一套完整的机柜。第二控制室:设置6个操作站,2台打印机及一套完整的机柜。每个控制室的操作站带独立的电子单元,并设1个先进控制操作站。控制室内采用集散控制系统,其供货厂家的确定将采取招标的方式,采用国际上著名厂商的产品。集散控制系统的主要功能如下:(1)控制功能DCS控制器具有下述功能-----接受来自现场的信号-----提供至现场的信号(2)显示功能DCS操作站具有下述显示功能——动态模拟流程图显示——总貌画面显示——组画面显示——详细回路画面显示——报警主画面显示——报警显示——趋势画面显示(3)报表打印功能班报表、日报表、DCS应设置上位机网络接月报表。控制回路和重要检测点的I/O卡冗余
控制器、电源系统及通讯总线冗余卡点数的备用量为I/O设计数量的10%卡槽位备用空间为10%系统设置所需的机柜和接线端子柜1.1.1.1温度仪表集中检测采用铂热电阻或热电偶。t<300℃选用铂热电阻Ptl00。T~300℃选用热电偶K、S。保护套管主要采用1Crl8Ni9Ti。防爆区域内的仪表,选用相应等级的防爆仪表。就地显示主要采用万向型双金属温度计,保护套管主要采用1Crl8Ni9Ti。1.1.1.2压力仪表集中检测采用智能型3051压力变送器或差压变送器。有的地方选用远传压力变送器,测量膜片主要采用不锈钢、钽、蒙乃尔合金。就地显示仪表采用一般压力表、不锈钢压力表。对于有腐蚀、易堵的地方,采用隔膜式压力表。1.1.1.3流量仪表集中检测的流量采用标准孔板配3051差压变送器。有腐蚀的地方或煤黑水等介质,将采用电磁流量计。就地流量测量,采用双波纹管差压计、转子流量计。主要材质选用不锈钢或PTFE。1.1.1.4液位仪表集中测量连续显示的物位,选用3051差压变送器;易堵或腐蚀性强的地方,采用法兰式或远传液位变送器;非连续测量的物位,采用电极电容料位计。特殊情况下,采用超生波料位计。
1.1.1.1分析及安全检测仪表对于醋酸的单组份分析,采用红外线分析器;可能对人身安全产生危害的环境中的甲醇和一氧化碳分析,选用有毒气体检测报警进行检测,以确保人身及生产安全。空分装置分析仪包括甲醇含量分析仪、一氧化碳纯度分析仪、氧气纯度分析仪、水分分析仪及碳氢化合物含量分析仪等。分析器输出信号一般应为线性4~20mADC,可直接连接至DCS或记录仪上。1.1.1.2执行机构大部分调节阀采用笼式调节阀,执行机构均为气动,并配以电气-气阀门定位器。特殊调节阀、开关阀采用国外先进产品。1.1.1.3报警及联锁系统(1)报警报警接点为常开式,即在报警发生时。(2)联锁联锁系统的检测元件应单独设置。1.2动力供应(1)仪表用压缩空气新建装置的仪表压缩空气由空压站供给,总耗气量1500Nm3/h,备用时间20分钟。引至界区压力:>0.6MPa(表)露点:操作压力下的露点应比最低环境温度低15-20℃。含尘量;
您可能关注的文档
- 车桥技术改造项目可行性研究报告
- 车用环保节能燃料生产线建设项目可行性研究报告
- 车用激光设备生产建设项目可行性研究报告
- 车用沼气项目可行性研究报告
- 车载液晶显示器件生产线项目可行性研究报告
- 陈巴尔虎旗特泥河年产1万吨有机肥项目可行性研究报告
- 赤峰市翁牛特旗红山湖旅游开发二期工程项目可行性研究报告
- 赤峰市优质肉羊种子工程项目可行性研究报告
- 赤水市徐红汽车城项目可行性研究报告
- 醋酸乙烯可行性研究报告
- 达拉特旗国山菌业种植专业合作社玫瑰种植加工建设项目可行性研究报告
- 道路改扩建工程可行性研究报告
- 道路改造工程可行性研究报告
- 道路改造工程项目可行性研究报告
- 道路改造及配套设施建设项目可行性研究报告
- 道路工程可行性研究报告
- 道路工程项目可行性研究报告
- 道路管网改造工程项目可行性研究报告
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看