

- 443.27 KB
- 2022-04-22 13:45:21 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中国科技论文在线http://www.paper.edu.cnThelaserthermaleffectontheadhesiveinlaserweld#bondingdissimilarMgalloysprocess*5WangHongyang,FengBaoqiang(DalianUnviersityofTechnology,SchoolofMaterialsScienceandEngineering)Abstract:TheeffectoflaserweldingontheadhesivewasdiscussedinthelaserweldbondingMgalloysprocess.ThedecomposedadhesivewasobservedbytheSEM,andthetensileshearloadofthelaserweldbondingMgjointsandtheadhesivejointsweremeasuedindifferentconditions.Theresults10showedthattheinvalidadhesiveareawasasincreaseasthelaserbeampower,whichinfluencethepropertyofthejointobviously.Thetensileshearloadwasreducedwiththedecreaseofadhesivethicknesswhentheadhesivethicknesswaslessthan0.15mm.Whentheinvalidareaadhesivewaslessthan1mm,theinfluenceoftheahesivedecompositionmadelittleharmfuleffectonthepropertyofthejoint15Keywords:weld;laserweldbonding;adhesive;interlayer;Mgalloys0IntroductionWiththequickdevelopmentofnewadhesive,adhesivebondingasatraditionallinkinthe[1]equipmentmanufacturingsectorwasusedmoreandmorewidely.Itwaspossibletoobtainthe[2-3]20highpropertyforthebondingofmetalsbyusingthestructuraladhesives.Adhesivebondinghadmanyadvantages,comparedwiththecommonweldingmethod,suchassimpleprocess,[4-5]favorablefatiguepropertiesandbondingthedissimilarmetals.Atthesametime,adhesivebondingwouldbeeasilybrokeninhighorlowtemperatures,whichlimitedtheusingofadhesive[6]bondinginmanykindsofstatement.25Inordertoincreasetheapplicationoftheadhesivebonding,manyresearchersdeveloped[7]specialadhesivetoimprovethebondingproperty.Notonlythat,weldbondingasacombinationofweldingandadhesivebondingwasusedtojoiningmanymetals.Weldingbondingwasusedwidelyintheautomotiveweldingprocess,whichmadethefatiguepropertyofthejointimproved[8]obviously.Anditwasreportedthatthelaserspotweldingandadhesivebondingcouldbeused[9-10]30tojointhelightmetalssuchasAlalloy,whichwasusedintheproductionofplanebyEWI.Afterthatlaserweldbondingasanewkindofweldingmethod,whichwasputforwardasan[11]alternativetolaserweldingandadhesivebonding,wasusedtojoinMgalloysandMgtoAlalloyssuccessfully.Intheprocessoflaserweldbondingmethod,theadhesiveinthefusionzonecouldbe35decomposedwiththethermaleffectoflaserwelding,whichwouldinfluencethemicrostructureofthejoint.However,excepttheadhesiveinthefusionzone,theadhesiveneartothefusionzoneisstillinfluencedbythelaserweldingeffect,whicheveninfluencesthepropertymoreobviously.Therefore,inthispapertheadhesiveconversionisstudiedcarefullyinthispaper,inordertounderstandthefailuremechanismoftheadhesiveinheateffectzone(HAZ).Furthermore,the40reliabilityevaluationmethodofthelaserweldbondingjointisdiscussed.Itcouldbehelpfulforthefurtherresearchonthehybridweldingmethodofweldingandadhesivebonding.1ExperimentsSamplesofextrudedAZ31Mgalloy(100×30×1.5mm)andAZ61Mgalloy(100×30×1.5mm)wereusedinexperiment.ThechemicalcompositionsofthesetwometalsareshowninTab.1.TheFoundations:DoctoralProgramoftheMinistryofEducation(No.20130041120004)Briefauthorintroduction:WangHongyang(1982),Male,AssociateProfessor,Dissimilarwelding.E-mail:wang-hy@dlut.edu.cn-1-
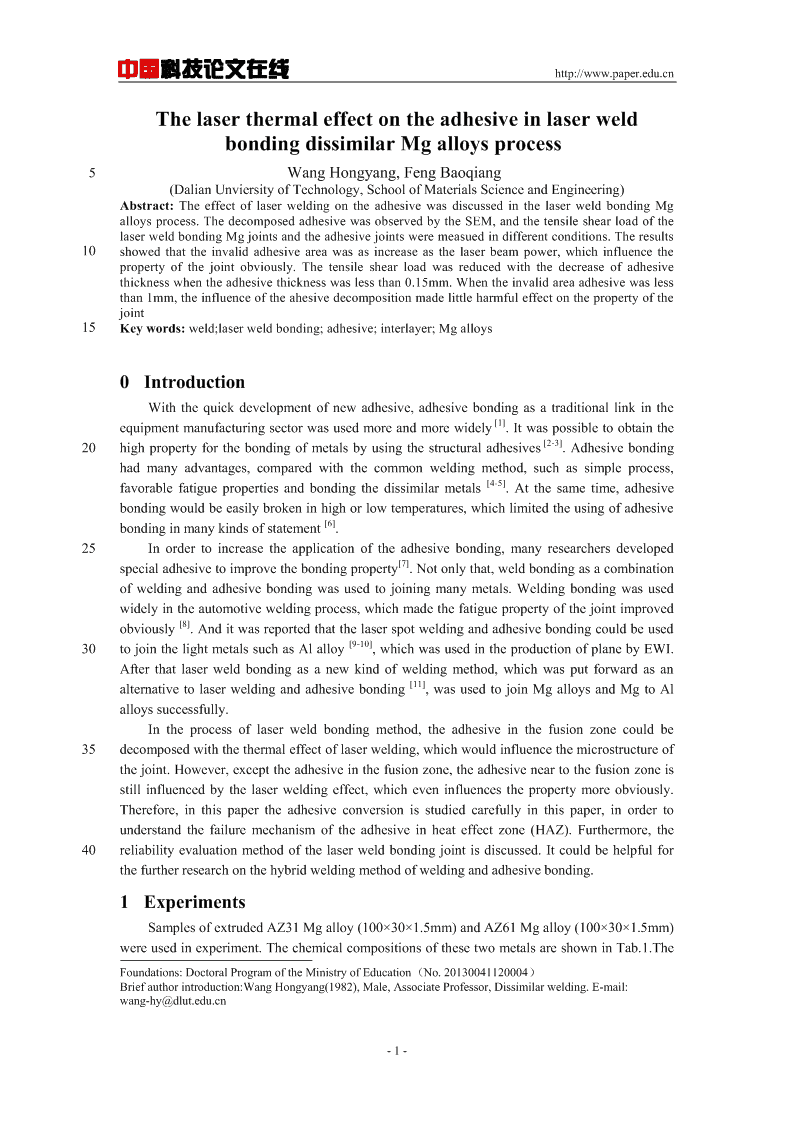
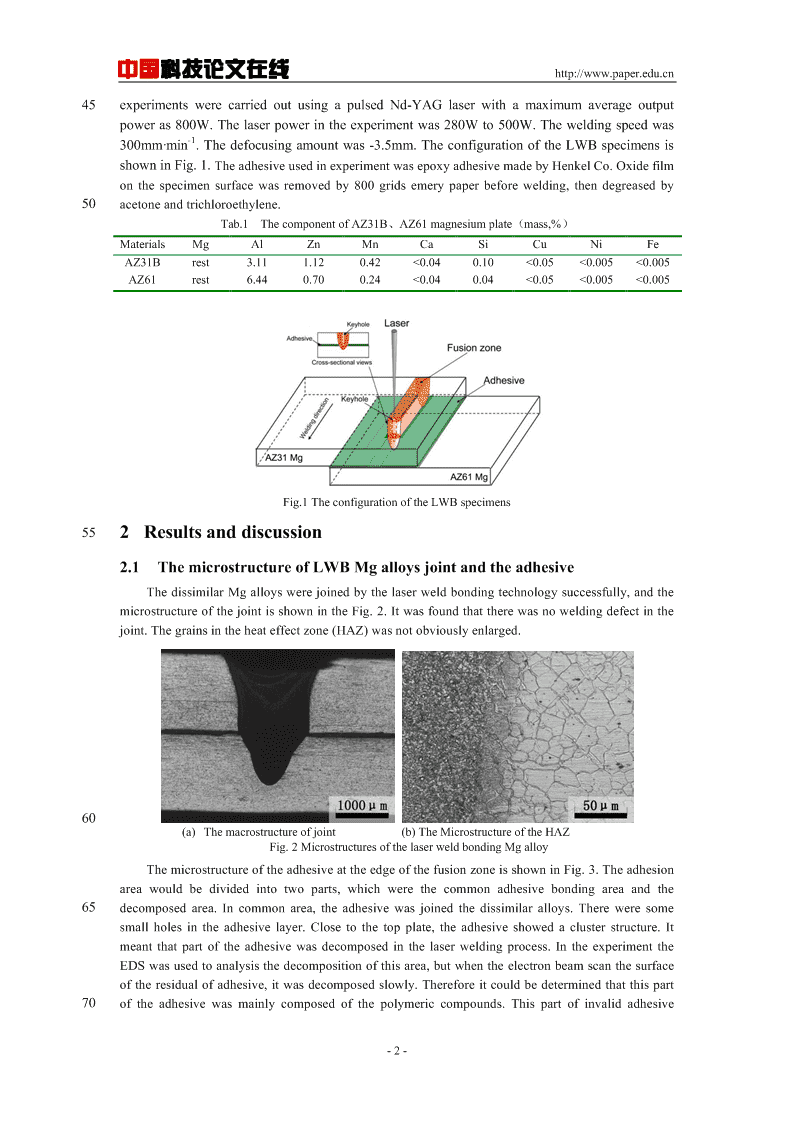
中国科技论文在线http://www.paper.edu.cn45experimentswerecarriedoutusingapulsedNd-YAGlaserwithamaximumaverageoutputpoweras800W.Thelaserpowerintheexperimentwas280Wto500W.Theweldingspeedwas-1300mm·min.Thedefocusingamountwas-3.5mm.TheconfigurationoftheLWBspecimensisshowninFig.1.TheadhesiveusedinexperimentwasepoxyadhesivemadebyHenkelCo.Oxidefilmonthespecimensurfacewasremovedby800gridsemerypaperbeforewelding,thendegreasedby50acetoneandtrichloroethylene.Tab.1ThecomponentofAZ31B、AZ61magnesiumplate(mass,%)MaterialsMgAlZnMnCaSiCuNiFeAZ31Brest3.111.120.42<0.040.10<0.05<0.005<0.005AZ61rest6.440.700.24<0.040.04<0.05<0.005<0.005Fig.1TheconfigurationoftheLWBspecimens552Resultsanddiscussion2.1ThemicrostructureofLWBMgalloysjointandtheadhesiveThedissimilarMgalloyswerejoinedbythelaserweldbondingtechnologysuccessfully,andthemicrostructureofthejointisshownintheFig.2.Itwasfoundthattherewasnoweldingdefectinthejoint.Thegrainsintheheateffectzone(HAZ)wasnotobviouslyenlarged.60(a)Themacrostructureofjoint(b)TheMicrostructureoftheHAZFig.2MicrostructuresofthelaserweldbondingMgalloyThemicrostructureoftheadhesiveattheedgeofthefusionzoneisshowninFig.3.Theadhesionareawouldbedividedintotwoparts,whichwerethecommonadhesivebondingareaandthe65decomposedarea.Incommonarea,theadhesivewasjoinedthedissimilaralloys.Thereweresomesmallholesintheadhesivelayer.Closetothetopplate,theadhesiveshowedaclusterstructure.Itmeantthatpartoftheadhesivewasdecomposedinthelaserweldingprocess.IntheexperimenttheEDSwasusedtoanalysisthedecompositionofthisarea,butwhentheelectronbeamscanthesurfaceoftheresidualofadhesive,itwasdecomposedslowly.Thereforeitcouldbedeterminedthatthispart70oftheadhesivewasmainlycomposedofthepolymericcompounds.Thispartofinvalidadhesive-2-
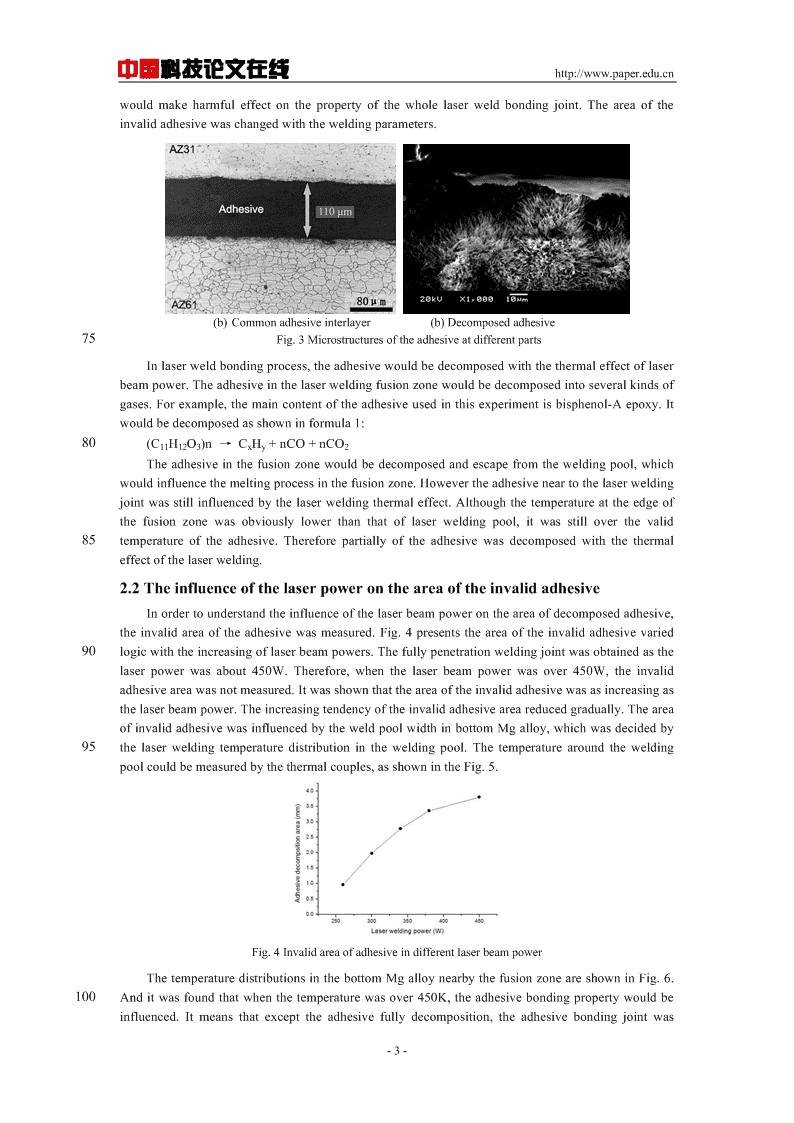
中国科技论文在线http://www.paper.edu.cnwouldmakeharmfuleffectonthepropertyofthewholelaserweldbondingjoint.Theareaoftheinvalidadhesivewaschangedwiththeweldingparameters.(b)Commonadhesiveinterlayer(b)Decomposedadhesive75Fig.3MicrostructuresoftheadhesiveatdifferentpartsInlaserweldbondingprocess,theadhesivewouldbedecomposedwiththethermaleffectoflaserbeampower.Theadhesiveinthelaserweldingfusionzonewouldbedecomposedintoseveralkindsofgases.Forexample,themaincontentoftheadhesiveusedinthisexperimentisbisphenol-Aepoxy.Itwouldbedecomposedasshowninformula1:80(C11H12O3)n→CxHy+nCO+nCO2Theadhesiveinthefusionzonewouldbedecomposedandescapefromtheweldingpool,whichwouldinfluencethemeltingprocessinthefusionzone.Howevertheadhesiveneartothelaserweldingjointwasstillinfluencedbythelaserweldingthermaleffect.Althoughthetemperatureattheedgeofthefusionzonewasobviouslylowerthanthatoflaserweldingpool,itwasstilloverthevalid85temperatureoftheadhesive.Thereforepartiallyoftheadhesivewasdecomposedwiththethermaleffectofthelaserwelding.2.2TheinfluenceofthelaserpowerontheareaoftheinvalidadhesiveInordertounderstandtheinfluenceofthelaserbeampowerontheareaofdecomposedadhesive,theinvalidareaoftheadhesivewasmeasured.Fig.4presentstheareaoftheinvalidadhesivevaried90logicwiththeincreasingoflaserbeampowers.Thefullypenetrationweldingjointwasobtainedasthelaserpowerwasabout450W.Therefore,whenthelaserbeampowerwasover450W,theinvalidadhesiveareawasnotmeasured.Itwasshownthattheareaoftheinvalidadhesivewasasincreasingasthelaserbeampower.Theincreasingtendencyoftheinvalidadhesiveareareducedgradually.TheareaofinvalidadhesivewasinfluencedbytheweldpoolwidthinbottomMgalloy,whichwasdecidedby95thelaserweldingtemperaturedistributionintheweldingpool.Thetemperaturearoundtheweldingpoolcouldbemeasuredbythethermalcouples,asshownintheFig.5.Fig.4InvalidareaofadhesiveindifferentlaserbeampowerThetemperaturedistributionsinthebottomMgalloynearbythefusionzoneareshowninFig.6.100Anditwasfoundthatwhenthetemperaturewasover450K,theadhesivebondingpropertywouldbeinfluenced.Itmeansthatexcepttheadhesivefullydecomposition,theadhesivebondingjointwas-3-
中国科技论文在线http://www.paper.edu.cninfluencebythelaserweldingpower.Butthiskindofadhesivemakesrelativesmalleffectonpropertyofthejoint.ThereferencetemperaturesoftheinvalidadhesiveareshownintheFig.6too.Itcouldbefoundthatthelaserbeampowerhadlittleeffectontheadhesiveinvalidtemperature.However,the105invalidareaoftheadhesivewasdecidedbythetemperatureapproachtotheAlfusionzone,whichwasasincreasingasthelaserbeampower.Fig.5ThesetupoftemperaturemeasurementapproachtoAlfusionzone110Fig.6Temperaturedistributionsinthebottomplate2.3Discussionofinvalidadhesiveontheweldingstructure.Ingenerally,theadhesivebondingloadwasmainlydecidedbythebondingarea.Inordertofurtherunderstandtheinvalidadhesiveareaonthetensileloadoftheadhesivebonding,theshearload115ofadhesivewasmeasuredwithdifferentconstructions.TheadhesivebondingstructuresareshownintheFig.7.Inthisfigure,areaAisthepartwithoutadhesive,whichchangesfrom0to6mm.Fig.7TheconfigurationofadhesivebondingjointTheresultsoftheadhesivebondingjointwithdifferentadhesivebondingareaareshowninthe120Fig.8.ItcouldbefoundthatthetensileshearloadofthejointwasreducedgraduallywithadditionoftheareaA.WhentheuncoatedareaAwaslessthan2mm,thedecreaseoftheadhesivebondingtensileshearloadwaslimited.-4-
中国科技论文在线http://www.paper.edu.cnFig.8Theadhesivebondingpropertywiththeadditionofuncoatedareaa125ThethicknessofadhesivewouldmakeeffectonthepropertyofthejointasshownintheTab.2.TheadhesivebondingspecimenwaspreparedasshownintheFig.7withouttheuncoatedarea.TheresultsshownintheTab.2wastheaveragevalueofthreespecimens.Itcouldbefoundthatthethicknessoftheadhesivewouldmakeobviouslyeffectonthepropertyofthejoint,whenthethicknessoftheadhesivewaslessthan0.15mm.However,itwashardtocontrolthedecompositionofthe130adhesivebycontrollinglaserweldparameters,whenthethicknessoftheadhesivewasover0.1mm.Therefore,thethicknessoftheadhesivewascontrolledbetweenthe0.1mmandthe0.15mm.Tab.2TensileshearloadsofadhesivebondingjointsPreparedadhesiveMeasuredTensileshearthicknessthicknessload0.050.485.5KN0.10.097.9KN0.150.158.4KN0.200.198.1KN3Conclusion135Inthispaper,itwasfoundthattheadhesivewouldbedecomposedinlaserweldbondingMgalloys.Theareaofadhesivedecompositionwouldbeincreasedwiththeincreasingoflaserbeampower.Astheinvalidareaoftheadhesivewaslessthan2mm,theinfluenceoftheadhesivedecompositionwouldmakelittleeffectontheLWBjointproperty.Whentheadhesivethicknesswaslessthanthe0.2mm,thelaserweldbondingjointpropertywouldbeimproved,withtheincreasingoftheadhesive140thickness.References[1]AHiggins,Adhesivebondingofaircraftstructures[J],InternationalJournalofAdhesionandAdhesives,2000,20(5):367-376.145[2]O.Lunder,B.Olsen,K.Nisancioglu,Pre-treatmentofAA6060aluminiumalloyforadhesivebonding[J],InternationalJournalofAdhesionandAdhesives,2002,22(3):143-150.[3]P.Molitor,V.Barron1,T.Young,Surfacetreatmentoftitaniumforadhesivebondingtopolymercomposites:areview[J],InternationalJournalofAdhesionandAdhesives,2001,21(2):129-136.[4]Zhong-xiaLiu,Rui-naSun,Zhi-pingMao,Pei-chungWang,Effectsofphosphatepretreatmentandhot-humid150environmentalexposureonstaticstrengthofadhesive-bondedmagnesiumAZ31sheets[J],SurfaceandCoatingsTechnology,2012,206(16):3517-3525.[5]Jin-HweKweon,,Jae-WooJung,Tae-HwanKim,Jin-HoChoi,Dong-HyunKim,Failureofcarboncomposite-to-aluminumjointswithcombinedmechanicalfasteningandadhesivebonding[J],CompositeStructures,2006,75(1):192-198.155[6]S.Bhowmik,H.W.Bonin,V.T.Bui,R.D.Weir,Durabilityofadhesivebondingoftitaniuminradiationand-5-
中国科技论文在线http://www.paper.edu.cnaerospaceenvironments[J],InternationalJournalofAdhesionandAdhesives,2006,26(6):400-405.[7]G.Meschut,O.Hahn,V.Janzen,T.Olfermann,Innovativejoiningtechnologiesformulti-materialstructures[J],WeldWorld,2014,58:65-75.[8]ZhanxiangLing,YangLi,ZhenLuo,YueqiaoFeng&ZhengminWang,ResistanceElementWeldingof6061160AluminumAlloytoUncoated22MnMoBBoronSteel[J],MaterialsandManufacturingProcesses,2016,31(16),2174-2180.[9]GrantWilson,LaserWeld-BondingMethodDevelopedforAluminium[J],AdvancedMaterials&Processes,2005,163:31.[10]RobertW.MesslerJr,ScotBohnenstiehl,JohnLevene,ErikaJohnsonandLuoChen,Apressure-assisted165approachforlaser-beamweld-bondingAlalloystructureforautomobiles[J],AssemblyAutomation.2004,24(4):370-378.[11]LimingLiuandHongyangWang,MicrostructureandPropertiesAnalysisofLaserWeldingandLaserWeldBondingMgtoAlJoints[J],MetallurgicalandMaterialstransactionsA,2011,42(4):1044-1105170胶粘剂对异种镁合金激光胶焊热作用过程的影响机制王红阳,冯宝强(大连理工大学,材料科学与工程学院)175摘要:本文重点讨论了镁合金激光胶焊过程中,激光作用对胶粘剂的影响机制。采用扫描电镜分析了胶粘剂失效区域结构,测试了不同条件下激光胶焊及胶接试件的拉伸载荷。测试结果表明,随着激光能量的增大,胶粘剂失效区域逐渐增大,胶粘剂的失效会对激光胶焊接头性能产生直接影响。研究发现,当胶层厚度小于0.15mm时,胶接试件的性能随着胶粘剂厚度的增加而增加,当胶粘剂的失效区域小于1mm时,对整个激光胶焊及胶接接头性能的影180响并不明显。关键词:焊接;激光胶焊;胶粘剂;中间层;镁合金中图分类号:TG49-6-'
您可能关注的文档
- 电磁轨道炮机电耦合强迫响应研究.pdf
- 电调控La0.5Sr0.5CoO3CeY2Fe5O12氧化物异质结的反射性能.pdf
- 砷的生殖毒性研究.pdf
- 硅质尾矿对发泡水泥性能的影响.pdf
- 硫酸镁对放射性脑损伤中NF-κB和ICAM-1表达的影响.pdf
- 纳米图形衬底GaAsSi材料的热应力分布.pdf
- 纳米晶合金高频饱和特性的微磁学模拟.pdf
- 肉桂酸小檗红碱酯的合成及抗炎活性.pdf
- 肉瘤样癌转化:一种少见的肺腺癌EGFR靶向治疗耐药表现.pdf
- 脑心通胶囊干预局灶性脑缺血大鼠基因表达谱研究.pdf
- 苯并芘(BaP)对栉孔扇贝生殖毒性效应的研究.pdf
- 茶条槭果酚酸含量、种类及体外生物活性的测定.pdf
- 药物纳米结晶的固体化方法以及产品性质的影响因素.pdf
- 蚀变岩型金矿尾矿火山灰性能的活化及应用研究.pdf
- 蛋白质NEDD化修饰的研究进展及展望.pdf
- 血管内支架植入后的内皮损伤及其修复策略.pdf
- 调节性B细胞对1,3-β-葡聚糖所致过敏性肺炎的调控作用.pdf
- 调速型磁力耦合器气隙特性研究.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明